




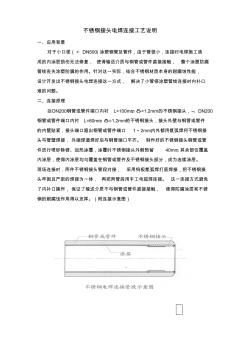
不锈钢接头电焊连接工艺说明 一、应用背景 对于小口径(< DN500)涂塑钢管及管件,由于管径小,连接时电焊施工造 成的内涂层损伤无法修复, 使得输送介质与钢管或管件直接接触, 整个涂塑防腐 管线丧失涂塑防腐的作用。针对这一实际,结合不锈钢材质本身的耐腐蚀性能, 设计开发出不锈钢接头电焊连接这一方式, 解决了小管径涂塑管线连接时内补口 难的问题。 二、连接原理 ≧DN200钢管或管件端口内衬 L=100mm、δ=1.2mm的不锈钢接头,﹤ DN200 钢管或管件端口内衬 L=60mm、δ=1.2mm的不锈钢接头,接头外壁与钢管或管件 的内壁贴紧,接头端口超出钢管或管件端口 1~2mm,内外都用氩弧焊将不锈钢接 头与管壁焊接, 外端焊道焊好后与钢管端口平齐。 制作好的不锈钢接头钢管或管 件进行喷砂除锈、加热涂覆,涂覆时不锈钢接头外侧预留 40mm,其余部位覆盖 内涂层,使得内涂层均匀覆盖在钢

对3 mm厚304奥氏体不锈钢板进行了熔化极气体保护焊接(MIG)试验。在焊接中发现,在适当范围内提高焊接速度有利于减小焊缝和热影响区宽度,增加接头强度的稳定性;但是焊接速度过快会导致焊缝区气孔的产生,从而降低接头强度的稳定性和耐蚀性。通过控制焊接速度可以保证304奥氏体不锈钢焊接接头具有良好的力学性能和良好的耐腐蚀性能。
热门知识
W型不锈钢接头-
话题: 室内设计A1007551316
-
话题: 室内设计caolingwei
精华知识
W型不锈钢接头-
话题: 室内设计dongyunfan
最新知识
W型不锈钢接头W型不锈钢接头相关专题
- 开槽螺母W是什么尺寸
- 开关86型什么意思
- 开关86型是什么意思
- 开个小型涂料厂需要什么
- 开关中的86型是什么意思
- 开什么小型加工厂赚钱
- 开小型制钉厂要多少成本
- 开小型制砖机场挣钱
- 开一个小型led灯泡组装厂
- 康的照明led吸顶灯27w多少钱
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 新型基于热力学法的水泵效率数学模型及应用
- 基于超磁致伸缩效应的新型液压高速开关阀
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 新型的低压成套开关设备GGD型低压配电柜
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 新型贴片式户外全彩LED显示屏用途的显示器件
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 基于闭环反馈优化的IDC基础设施造价评估模型
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 应用CAO型消烟节能燃煤装置改造锻造和退火加热炉
- 新型自行式全旋转桥梁检修车在桥梁工程中的应用
- 中海PCR型超薄磨耗层用改性乳化沥青与应用
- 新型节能型烧结页岩空心砖外墙的自保温系统
- 新型免扎线绝缘子在配电网架空线路中的应用
- 智能点型离子感烟探测器和普通感烟探测器有什么区别