




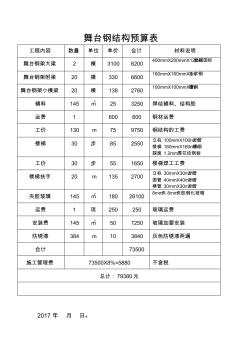
舞台钢结构预算表 工程内容 数量 单位 单价 合计 材料说明 舞台钢架大梁 2 棵 3100 6200 400mmX200mmX12mH型钢国标 舞台钢架附梁 20 棵 330 6600 160mmX160mmX6m工字钢 舞台钢架小横梁 20 棵 138 2760 100mmX100mmX6m槽钢 辅料 145 m2 25 3250 焊结辅料、结构胶 运费 1 600 600 钢材运费 工价 130 m 75 9750 钢结构的工费 楼梯 30 步 85 2550 立柱 100mmX100mm方管 楼梯 160mmX160mm槽钢 踩面 1.2mm厚花纹钢板 工价 30 步 55 1650 楼梯焊工工费 楼梯扶手 20 m 135 2700 立柱 30mmX30mm方管 面管 40mmX40mm方管 横管 30mmX30mm方管 夹胶玻璃 145 m2 180 26100 8mm夹 8m
最新课件 精选课件 舞台钢结构安装 1.钢架制作 钢柱制作工艺流程:放实样→制作→钢板对接→探伤检验→划线→切割→校 平→边缘加工坡口→组焊 H型钢(或箱形梁)→端部铣平→双肢柱组装→焊接→ 组焊柱肩→组焊柱脚→开人孔和组焊柱顶板→整体试拼装→除锈→涂装 2.操作要点 ⑴.钢柱分段拼接处设置定位板,以便施工现场段与段的固定和焊接。 ⑵.钢柱的端部应铣平与柱底板顶紧焊接,使力由承压面直接传至底板,以 减少连接焊缝的焊脚尺寸。 ⑶.焊接前对所用的焊接材料要按规定烘烤, 对低氢型焊条,烘烤温度在 350℃ 以上,对其他焊条及焊丝烘烤温度在 250℃以上。 ⑷.焊缝的焊接尽量采用自动焊接,制作双肢柱的 H型钢的翼缘板与腹板的 连接焊缝采用埋弧自动焊接生产线予以焊接。 焊前腹板边缘应根据板厚采用刨边 机加工坡口。翼缘板对接焊缝和腹板对接焊缝要求与母材等强度符合国际 《钢结 构工程施工及验收规范》 G
热门知识
舞台钢结构-
话题: 造价软件pifuke005994
-
话题: 工程造价F434959604
精华知识
舞台钢结构-
话题: 工程造价gdhwjl2008
-
话题: 工程造价youpengfei1
-
话题: 结构设计chengtong_sd
最新知识
舞台钢结构-
话题: 室内设计rainsong713
舞台钢结构相关专题
- 文艺汇演舞台布置图片
- 舞台装饰图纸
- 钢结构合唱舞台
- 钢结构舞台搭建
- 舞台灯光钢架结构图
- 舞台钢架结构图
- 钢结构舞台搭建设计图
- 舞台钢架结构
- 舞台结构
- 钢结构文化舞台
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 优秀钢结构厂房施工组织设计方案(技术标)
- 中国钢结构协会钢管分会七届三次会员大会
- 公路悬索桥斜拉桥钢结构制造与安装工程质量检验评定技
- 杭州奥体博览中心主体育场钢结构施工模拟分析
- 工艺工法建筑施工钢结构屋顶天线滑移提升施工工法
- 公司系统工程转炉炼钢连铸钢结构工程施工组织设计方案
- 广州新白云国际机场旅客航站楼钢结构安装综合技术介绍
- 广州新白云国际机场航站楼钢结构工程第二标段施工技术
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 两江新区鱼嘴立交桥钢结构与砼结构叠合梁施工技术报告
- 江苏南通电厂#1#2机主厂房钢结构安装专项施工方案
- 某高铁车站站台雨棚钢结构施工方案(H钢柱、管桁架)
- 某钢结构厂房物流中心建设项目施工组织设计