




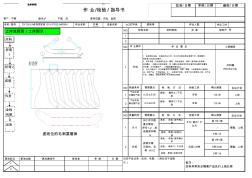
客户:中新 产能:5 作业工时 NO 1 2 NO NO 反应计划 1 上报 2 上报 3 NO 反应计划 虚线位的毛刺要磨掉 更改通知号 更改者 审 核 版本/ 2 备注: 如有异常务必隔离产品及时上报处理 过往不良记录:压伤、毛刺、(附过往不良图 片)1 更改标记 更改处数 日 期 5件 /1h 2 外观 首检: 质检/首件确认 单 自检: 操作工 /不记录 巡检: 质检/巡检记录 表面光滑、 无划伤、毛 刺 ≤0.2 卡尺 /钢尺 /千 分尺 首 1件 /班 隔离、上报/ 5件 /1h 目视 /对样 首 1件 /班 隔离、上报5件/0.5h 检 验 方 法 1 尺寸 如工序示图 重点管控: 序号1-2,其 他做首件确 认 质量特性 管理要点 首检: 质检/首件确认 单 / 检验工具 确认频度 1次 /4h 气动冲床 离合器气压 目视 自检: 操作工 /不记 录 0.5±
五金冲压件案例相关专题
- 装饰五金利润多少
- 旧木箱如何装饰五金件
- 国产门窗五金品牌有哪些
- 国内装饰五金十大品牌
- 家装门窗五金件品牌哪个好
- 坚朗门窗五金配件哪里有卖
- 高端门窗五金品牌有哪些
- 实木装饰门五金
- 上悬窗五金件哪个牌子好
- 德国格乌门窗五金配件
- 招标师培训-招标采购投诉处理程序及其案例分析答案
- 应用案例常州地铁1号线列车扶手采用304L不锈钢
- 中国阳江(五金刀剪)知识产权快速维权中心正式运行
- 应用导向下的案例式教学在高职建筑专业中的应用
- 招标采购案例分析(20200824184059)
- 振荡波测试系统在电缆局放测试定位中的典型案例分析
- 关于110kV变电站备用电源自动投入失败案例分析
- 公司办公楼项目消防工程施工组织设计(优秀工程案例)
- 拱坝建基面开挖质量控制案例分析溪洛渡水电站右岸
- 公路施工项目成本管理案例分析
- 工程事故案例分析在钢筋混凝土结构课程中引入与运用
- 工程建设法规与合同管理课后案例题及客观题参考答案
- 广州某办公建筑通风与空调系统现场节能检测案例分析
- 基于机械设计课程案例纠错讨论式教学法
- 国际PPP项目争议成因及对策分析——基于多案例
- 工程造价案例分析建设项目投资估算与财务评价
- 关于某会议中心工程一期景观二标段工程结算审核案例