




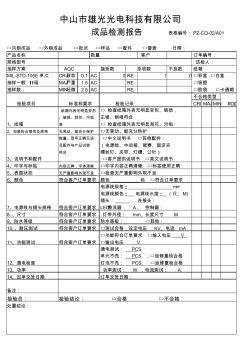
表格编号: PZ-CQ-02/A01 □内销成品 □外销成品 □批试 □样品 □配件 □督查 日期: 产品名称 数量 客户 订单编号: 规格型号 送检人: 抽样方案 不良数 MIL-STD-105E 单次 CRJ致命 0.1 AC 0 RE 1 0 □彩盒 □白盒 抽样一般 Ⅱ级 MAJ严重 1.5 AC RE □吸塑 抽样数: MIN轻微 2.5 AC RE □胶袋 □卡通箱 不合格类型 CRI MAJMIN 纸箱外表无明显变形 □ 检查纸箱外表无明显变形、破损, 、破损、刮花、污垢 正唛、侧唛符合 等 □ 检查纸箱外表无明显刮花、污垢 2、包装的合理性及规格 无晃动、能充分保护 □无晃动、能充分防护 数量、型号正确无误 □中文说明书 □其他配件: 且配件与产品试装 (电源线、中间接、尾赛、固定夹 符合 螺丝钉、夹带、

成品检验报告(塑料窗) 表号: QR-8.2.4-06 产品名称 批 号 工艺单号 数 量 检验项目 要 求 检验方法 检验 结果 单项 结论 1 外 观 产品表面平滑,颜色基本均匀一致; 目测 无裂纹、无气泡, 无严重影响外观的擦、 划伤 等缺陷; 焊缝清理后,刀痕均匀、光滑、平整; 2 坚固件 不少于 3 个,间距≤ 300mm 卷尺 距型材端头内角距离≤ 100mm 固定后的增强型钢不松动 目测 3 排水通道 排水通畅,未与放置增强型钢的腔室连通 目测 4 中梃处的密封 加衬联接件,并与增强型钢一起采用坚固件固 定,联接处四周缝隙密封可靠 目测 5 窗框、窗扇外形 尺寸允许偏差 ≤1500 mm ±2.0 mm 卷尺 >1500 mm ±3.0 mm 卷尺 6 对角线 尺寸 窗框、窗扇对角线尺寸之差≤ 3.0 mm 卷尺 7 窗框、窗扇相邻构件装配间隙 ≤0.5 mm 塞尺
热门知识
五金成品检验报告精华知识
五金成品检验报告-
话题: 工程造价lii7821801
最新知识
五金成品检验报告-
话题: 室内设计rh0201091120
-
话题: 水利水电wangabcderf
五金成品检验报告相关专题
- 开个五金店要多少资金
- 开个五金水暖店要多少钱
- 开个五金店需要投资多少钱
- 开个五金店要多少钱
- 开家五金店要多少钱
- 开五金店利润多少
- 开五金店要多少钱
- 开五金店赚钱
- 淋浴隔断五金件哪种好
- 淋浴房五金配件有哪些
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 中国电力井盖行业市场前景分析预测年度报告(目录)
- 中国轨道射灯行业市场前景分析预测年度报告
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 原材料(设备)合格证、试验报告汇总表碎石
- 张家港市旺达工业气体有限公司企业信用报告-天眼查
- 正荣润璟诸楼及A区地下室抗浮锚杆工程竣工验收报告
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中国民宿消费市场格局分析及十三五发展环境分析报告
- 中国仿古青砖行业市场前景分析预测年度报告(目录)
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 中国电动汽车充电站市场现状与投资分析报告
- 云南璟成工程项目管理有限公司-招投标数据分析报告
- 正果水厂建设工程之护坡工程项目环评报告
- 中国建筑第八工程局长春分公司企业信息报告
- 无锡市房地产市场报告
- 医院污水处理设施竣工验收申请报告