




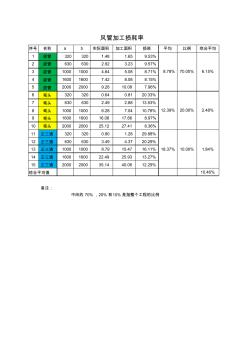
序号 名称 a b 实际面积 加工面积 损耗 平均 比例 综合平均 1 直管 320 320 1.48 1.65 9.53% 2 直管 630 630 2.92 3.23 9.57% 3 直管 1000 1000 4.64 5.08 8.71% 4 直管 1600 1600 7.42 8.08 8.15% 5 直管 2000 2000 9.28 10.08 7.96% 6 弯头 320 320 0.64 0.81 20.33% 7 弯头 630 630 2.49 2.88 13.53% 8 弯头 1000 1000 6.28 7.04 10.78% 9 弯头 1600 1600 16.08 17.66 8.97% 10 弯头 2000 2000 25.12 27.41 8.36% 11 正三通 320 320 0.90 1.28 29.88% 12 正三通 630 630 3.49 4.3
不锈钢风管施工工艺 1 前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2 特点 2.1 风管焊接成型质量好、变形小、观感好。 2.2 风管的加固形式新颖,节约成本。 3 适用范围 适用于厚度为 1.0mm 及以上的不锈钢薄板风管焊接制作施工。 4 工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对 1.0mm 厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和
热门知识
武汉不锈钢风管加工-
话题: 工程造价hanna1642110
精华知识
武汉不锈钢风管加工最新知识
武汉不锈钢风管加工-
话题: 室内设计2239287792
-
话题: 室内设计endeavoring
武汉不锈钢风管加工相关专题
- 柳州钢铁武汉钢铁哪家大
- 中国武汉建设信息网
- 湖北武汉吸污车价钱和型号
- 湖北省武汉市信息价
- 华新水泥在武汉多少钱一吨
- 武汉GRC构件价格一般是多少
- 武汉16毫米钢板价格
- 武汉CBD为什么房价贵
- 武汉别墅一般是多少钱一栋
- 武汉别墅有哪些
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 制定机械加工劳动定额切削用量时间标准若干问题
- 有色金属资源综合回收冶炼企业的加工费指标及其运用
- 燃烧室高度加工中在线测量系统精确性的方法
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 关于材料加工专业学生创新能力培养实验教学改革
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 关于特种加工专业委员会学术年会征稿通知
- 杠杆零件机械加工工艺规程及专用夹具设计说明书资料
- 国家发展改革委批复武汉市城市轨道交通第四期建设规划
- 基于PLC钻削加工装置钻头自动循环控制电路设计
- 国家林业局关于进一步加强木材经营加工监督管理通知
- 呼和浩特抽水蓄能电站人工砂石加工系统改造优化