




一、工艺要求 镀锌无缝钢管的焊前准备与一般的低碳钢是相同的,需 要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊 透,坡口尺寸要适当,一般 60~65°,要留有一定的间隙, 一般为 ~;为了减少锌对焊缝的渗透,在焊之前,可将坡口内 的镀锌层清除以后再焊。 在实际工作中, 采用了集中打坡口, 不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透 的可能性。 焊条应根据镀锌管的基体材质选用,一般低碳 钢由于考虑易操作性,选用 J422 较为普遍。当使用其他低 氢焊条时效果更佳,如 J506 等。 二、焊接手法 在焊多层焊的第一层焊缝时,尽量使锌层熔化并使之汽 化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊 角焊缝时,同样在第一层尽量使锌层熔化并使之汽化、蒸发 而逸出焊缝,其方法是先将焊条端部向前移出约 5~7mm左右, 当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立 焊时,如选
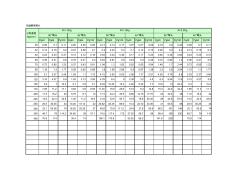
无缝钢制弯头 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 25 0.09 0.1 0.11 0.05 0.05 0.06 0.13 0.14 0.17 0.07 0.07 0.09 0.18 0.2 0.22 0.09 0.1 0.11 32 0.13 0.15 0.2 0.07 0.08 0.1 0.2 0.23 0.3 0.1 0.12 0.15 0.26 0.3 0.4 0.13 0.15 0.2 40 0.23 0.23 0.31 0.12 0.12 0.16 0.34 0.34 0.46 0.17 0.17 0.23 0.46 0.46 0.62 0.23 0.23 0.31 50 0.36 0.41 0.6 0.18 0.21 0.
热门知识
无缝钢管焊接弯头-
话题: 地产家居hlshhs6010
-
话题: 地产家居songyishun
-
话题: 工程造价ljxinstant
精华知识
无缝钢管焊接弯头-
话题: 地产家居jindianjun
-
话题: 地产家居lianmeimei
-
话题: 暖通空调lxtangchao
最新知识
无缝钢管焊接弯头无缝钢管焊接弯头相关专题
- 兰爵无缝墙布环保
- 冷拔无缝钢管生产工艺流程
- 冷轧无缝钢管的定义
- 流体管都是无缝的
- 怎样区分无缝管和焊管
- 直径273无缝钢管是dn多少
- 直径45无缝钢管多少
- 直埋预制保温无缝钢管
- 精密无缝钢管内径0.6毫米
- 精密钢管和无缝钢管的区别
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 国标无缝钢管规格表(D外径壁厚-国标无缝钢管壁厚表
- 国产无缝钢管和镀锌钝化技术在汽车制动管上应用试验
- 抗磨耐热球墨铸铁试验及热轧无缝钢管顶头研制
- 利用空心连铸管坯减径轧制生产中小直径无缝钢管方法
- 无缝钢管、中板、焊管、普通钢材结算价格调整表
- 中国金属学会轧钢学会热轧无缝钢管技术讨论会
- GBT5312-1999船舶用碳钢和碳锰钢无缝钢管参数
- 拟建Ф168mm CPE热轧无缝钢管生产线的工艺方案
- 拟建Φ168mm CPE热轧无缝钢管生产线的工艺方案
- GBT14976_1994流体输送用不锈钢无缝钢管参数
- GBT14976-1994流体输送用不锈钢无缝钢管参数
- Φ273mm_Accu-roll无缝钢管机组工艺与设备
- 包钢无缝钢管厂热处理部油管管端加厚生产线培训试题
- Q355GNH耐候无缝钢管
- 20%碳素结构钢无缝钢管的区别和标准及本质特点
- 无缝钢管直缝钢管DN、英寸、美标SCH外径壁厚对照表