




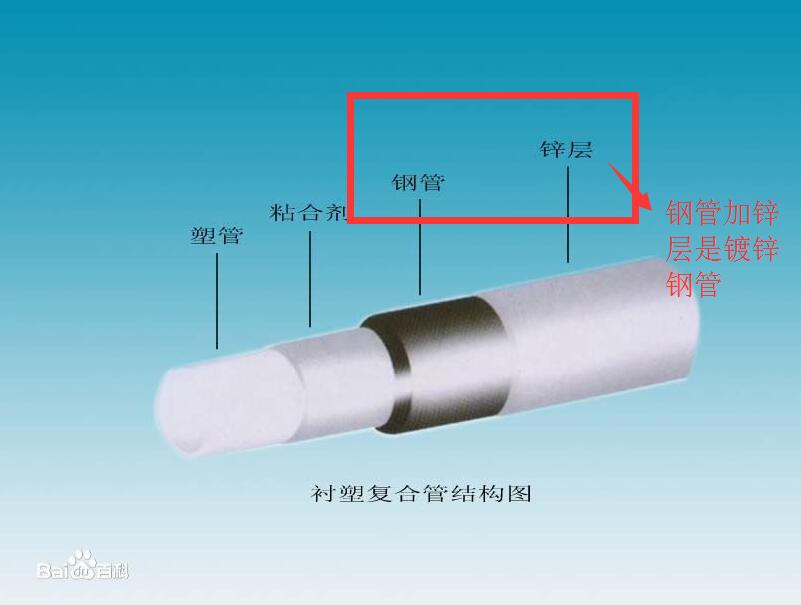
工艺标准图名称 钢管丝扣连接施工工艺标准(焊 接、镀锌、衬塑、涂塑钢管) 编号 JWA-JPS-005 工艺流程: 断管—清理—套丝—连接—清理—防腐 标准参考图 标准要求 ①钢管切割时应保持切 割片与管道垂直。衬塑 钢管等复合钢管切割不 能采用砂轮切割机或套 丝 机 切 割 , 应 采 用 手 锯、电动带锯或厂家配 套的专用切割机, 切断 口应进行必要的胶粘补 塑与防腐处理。 ②使用专用锉刀将毛刺 完全除净,并在管口端 面形成一定坡面。 ③加工管螺纹的套丝机 必 须 带 有 自 动 度 量 设 备,螺纹的加工做到端 ② ① ③ 正、清晰、完整光滑, 不得有毛刺、断丝,缺 丝总长度不得超过螺纹 长度的 10%。 加工次数为 1~4 次 不等。管径 15~32mm套 2 次;管径 40~50mm套 3 次;管径 70mm以上套 3~4 次; ④螺纹连接时,填料采 用白厚漆麻丝或四氟乙 烯生

工艺标准图名称 钢管丝扣连接施工工艺标准(焊 接、镀锌、衬塑、涂塑钢管) 编号 JWA-JPS-005 工艺流程: 断管—清理—套丝—连接—清理—防腐 标准参考图 标准要求 ①钢管切割时应保持切割片与 管道垂直。衬塑钢管等复合钢管 切割不能采用砂轮切割机或套 丝机切割, 应采用手锯、 电动带 锯或厂家配套的专用切割机, 切 断口应进行必要的胶粘补塑与 防腐处理。 ②使用专用锉刀将毛刺完全除 净,并在管口端面形成一定坡 面。 ③加工管螺纹的套丝机必须带 有自动度量设备, 螺纹的加工做 到端正、 清晰、完整光滑, 不得 有毛刺、断丝,缺丝总长度不得 超过螺纹长度的 10%。 加工次数为 1~4 次不等。 管径 15~32mm 套 2 次;管径 40~50mm 套 3 次;管径 70mm 以上套 3~4 次; ② ① ③ ④螺纹连接时,填料采用白厚漆 麻丝或四氟乙烯生料带, 顺时针 顺缠绕方向


外衬塑钢管丝扣连接相关专题
- 跨外吊装是什么意思
- 建筑红线外安全防护
- 建筑物首层外的建筑面积
- 户外木蜡油怎么施工
- 户外亮化施工方案有那些
- 烟囱水泥外粉刷公司
- 途锐车门外拉手怎么拆
- 台阶在门里好还是在门外好
- 店外的门头招牌大
- 吊筋伸出梁外
- 新型贴片式户外全彩LED显示屏用途的显示器件
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国红外热像仪市场深度调研及投资策略分析报告目录
- 在这里卡住 防止螺栓连接松弛的成对的楔形锁紧盘
- 多功能快速连接法兰CN209743850U
- 有限内固定加外固定支架治疗胫骨Ⅲ型Pilon骨折
- 怎样正确连接三相电动机接线盒内已混乱的六根引出线
- 关于环网柜与10kV电缆连接问题及其解决措施
- 关于印发10kV户外跌落式熔断器技术规范通知
- 关于16定额沟槽管道连接子目套用和计量技术复核记录
- 公称压力PN表示螺栓连接阀盖楔式闸阀力矩参考表
- 光纤生物传感器系统中光纤连接器性能分析与优化设计
- 关于加强预应力混凝土抗拔管桩连接接头质量控制通知
- 关于发布环压连接管道工程技术规程公告第96号
- 光纤光缆光纤连接器
- 关于建筑工程中钢筋连接方法与质量控制问题论文要点
- 基于Pro/E三环减速器外齿轮及内齿板精确建模