





通过分析砂箱模板中的定位结构原理,阐述了我国大多数中小型企业在铸造加工中普遍采用的“一面两孔”定位法的优缺点,着重介绍了采用一固柱销、一菱形销(砂箱全部采用固套)和平面支承实现砂箱与模板定位的原理和工艺计算,并列举了此种定位方法易于作到工艺过程中的基准统一、保证砂箱(上、下)及模板的位置精度和重复精度、避免砂箱在造型过程中被卡死等优点。
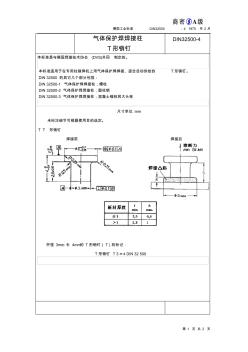
德国工业标准 DIN32500 -4 1975 年 2月 第 1 页 共 2 页 气体保护焊焊接柱 T形销钉 DIN32500-4 本标准是与德国焊接技术协会 (DVS)共同 制定的。 本标准适用于在专用柱销焊机上用气体保护焊焊接、适合自动供给的 T形销钉。 DIN 32500 的其它几个部分包括: DIN 32500-1 气体保护焊焊接柱;螺柱 DIN 32500-2 气体保护焊焊接柱;圆柱销 DIN 32500-3 气体保护焊焊接柱;混凝土锚栓和大头栓 尺寸单位 :mm 未标注细节可根据使用目的选定。 T T 形销钉 焊接前 焊接后 杆径 3mm、长 4mm的 T形销钉( T)的标记: T形销钉 T
u形销相关专题
- 框架梁与矩形梁的区别
- 劳保鞋bac0u牌图片及价格
- 连接2条立管的N形管件
- 联塑U-PVC阻燃电线管
- 梁板式筏形基础受力
- 梁加固部分u型钢怎么计算
- 梁式条形基础
- 两方的正方形水箱怎么算
- 两端截面梯形怎么计算
- 淋浴环形布置做法
- 分形DGS单元结构设计及其在微带电路中的应用
- 中国石油西藏销售分公司施工作业HSE计划书
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 引黄济临供水工程一级泵站圆形筒体支护结构计算分析
- 中国移动广东公司环形混凝土电杆技术规范书(暂行)
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 中国石油西南销售分公司施工作业HSE计划书
- 建筑用砂石筛选装置CN209597604U
- 圆形支护体系在深基坑开挖中性状分析及施工中的应用
- 圆形隧道施工对不同深度地层沉降影响的模型试验
- 球形木质素吸附剂吸附L-天门冬氨酸的性能
- 复杂海况下的哑铃形主墩双壁钢围堰的设计与施工
- 弹性卡箍的组装装置CN209578674U
- 关于矩形、圆形钢管混凝土结构若干设计或审查问题简述
- 工艺气放空消声器(109—U)吊装更换施工技术总结
- 关于斜屋面防水材料建议采用爱舍宁波形沥青防水板函