





第一汽车集团铸造公司特铸厂生产的黄铜压铸件,主要是CA1091及其变形车上的管路接头和阀体零件,要求铸件的组织致密、含气量少。以往的黄铜压铸生产存在着铸件内部气孔废品高、模具衬模使用寿命短、模具上易损件消耗快等问题。通过一年多的实践摸索,总结出解决上述问题的方法,提高了黄铜压铸件的内在质量,改善了铸件的外观质量,提高了模具的使用寿命,降低了铸件的生产成本。
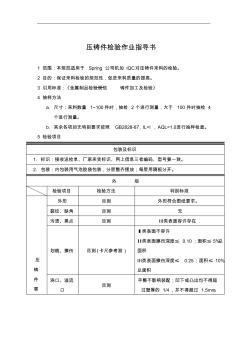
压铸件检验作业指导书 1 范围:本规范适用于 Spring 公司机加 IQC对压铸件来料的检验。 2 目的:保证来料检验的规范性,促进来料质量的提高。 3 引用标准:《金属制品检验规范 铸件加工及检验》 4 抽样方法 a. 尺寸:来料数量 1~100件时,抽检 2 个进行测量,大于 100 件时抽检 4 个进行测量。 b. 其余各项如无特别要求按照 GB2828-87,IL=I ,AQL=1.0进行抽样检查。 5 检验项目 包装及标识 1. 标识:接收送检单、厂家来货标识、网上信息三者编码、型号要一致。 2. 包装:内包装用气泡胶袋包装,分层整齐摆放;每层用隔板分开。 外 观 检验项目 检验方法 判别标准 压 铸 件 零 外形 目测 外形符合图纸要求。 裂纹、缺角 目测 无 污渍、黑点 目测 Ⅲ类表面容许存在 . 划痕、擦伤 目测 (卡尺参考测 ) Ⅰ类表面不容许 Ⅱ类表面擦伤深度≤
热门知识
铜压铸件加工-
话题: 地产家居taianluda445
精华知识
铜压铸件加工-
话题: 工程造价liuyun9833
最新知识
铜压铸件加工-
话题: 地产家居quijianren
-
话题: 室内设计fengkaicheng
铜压铸件加工相关专题
- 铠装铜芯电力电缆及载流量
- 壳牌抗磨液压油一桶有多重
- 壳牌液压油价格是多少
- 可调式减压稳压阀工作原理
- 可以焊铜铝的焊条叫什么
- 空气增压泵的技术参数
- 空压管道用气流量如何计算
- 空压管道套子目问题
- 控制液压泵站
- 库尔勒的风压是多少
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 制定机械加工劳动定额切削用量时间标准若干问题
- 有色金属资源综合回收冶炼企业的加工费指标及其运用
- 原子吸收光谱法测定防腐木材中铜含量的不确定度评定
- 宜兴市招投标中心政府采购招标文件(丝口铜闸阀等)
- 燃烧室高度加工中在线测量系统精确性的方法
- 中国紫铜扁线行业市场前景分析预测年度报告(目录)
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 关于材料加工专业学生创新能力培养实验教学改革
- 工程名称宝源路(西乡大道铜鼓路)市政工程绿化工程
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 功率参数对超音速等离子制备高铝铜合金涂层组织影响