




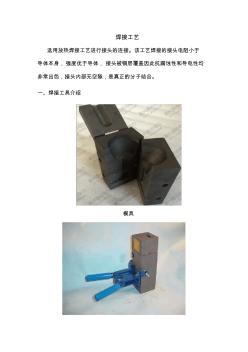
焊接工艺 选用放热焊接工艺进行接头的连接。该工艺焊接的接头电阻小于 导体本身,强度优于导体, 接头被铜层覆盖因此抗腐蚀性和导电性均 非常出色,接头内部无空隙,是真正的分子结合。 一、焊接工具介绍 模具 模具和模具夹 焊药、引火药及合金托片 引火枪 二、模具与模夹的选用及焊接前准备工作 1、调节方法如下: (Ⅰ)使模夹置于打开状态 (Ⅱ)松开模夹固定栓锁扣 (Ⅲ)取出固定栓 (Ⅳ)调整调节螺丝,逆时针旋转 (松),反之则紧 (Ⅴ)插入固定栓与锁扣 (Ⅵ)开合模夹,观察模具闭合效果 2、首先,对模具进行烘干和除湿处理,用加热工具(点火气枪等 ), 驱除水气。久未使用的模具内含有水分, 尤其是前次使用完后没有清 理干净的模具,含有水分更多。 3、再对模具进行除湿的同时,对即将焊接的材料也要进行加热,使 用软毛刷清除模具锅腔内和材料接头的表面杂物。 4、模夹是用于开合模具的,模夹的紧密度对熔接的效
铜的焊接工艺规程 .doc 铜及铜合金的焊接工艺 铜具有优良的导电性、导热性、耐腐蚀性、延展性及一定的强度等特性。在电气、电 子、化工、食品、动力、交通及航空航天工业中得到广泛应用。在纯铜(紫铜)中添加 10 余种合金元素,形成固溶体的各类铜合金,如加锌为黄铜;加镍为白铜;加硅为硅青铜; 加铝为铝青铜等等。 铜及铜合金可用钎焊、电阻焊等工艺方法实现连接,在工业发达的今天、熔焊已占据 主导地位。用焊条电弧焊、 TIG 焊、MIG焊等工艺方法容易实现铜及铜合金的焊接。 影响铜及铜合金焊接性的工艺难点主要有四项元素:一是高导热率的影响。铜的热导 热率比碳钢大 7~11倍,当采用的工艺参数与焊接同厚度碳钢差不多时,则铜材很难熔化, 填充金属和母材也不能很好地熔合。二是焊接接头的热裂倾向大。焊接时,熔池内铜与其 中的杂质形成低熔点共晶物,使铜及铜合金具有明显的热脆性,产生热裂纹。三是产生气 孔的缺
铜丝焊接工艺品相关专题
- 楼面砼裂缝如何防范
- 卡基诺金做楼梯好
- 卡曼石材做门槛石好看么
- 卡式炉是什么安全吗
- 卡特挖掘机型号怎么分
- 开发商建房地下溶洞问题
- 开发商建房流程有哪些
- 开放漆木门好不好
- 开放性阳台的保温如何做
- 卡特挖掘机的型号怎么区分
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 各类接插头焊接方法(HDMIDVIVGA等等)
- 基于ANSYS干气密封焊接金属波纹管振动模态分析