




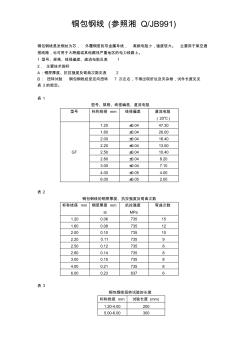
铜包钢线 (参照湘 Q/JB991) 铜包钢线是发钢丝为芯, 外覆铜层的双金属导线, 高频电阻小,强度较大。 主要用于架空通 信线路,也可用于大跨越或其他腐蚀严重地区的电力线路上。 1 型号、规格、线径编差、直流电阻见表 1 2. 主要技术指标 A:铜层厚度、抗拉强度及弯曲次数见表 2 B: 扭转试验 铜包钢线经受定向扭转 7 次左右,不得出现折边及夹杂物,试件长度见见 表 3 的规定。 表 1 型号、规格、线径编差、直流电阻 型号 标称线径 mm 线径偏差 直流电阻 (20℃) GT 1.20 ±0.04 47.30 1.60 ±0.04 26.00 2.00 ±0.04 16.40 2.20 ±0.04 13.50 2.50 ±0.04 10.40 2.80 ±0.04 8.20 3.00 ±0.04 7.10 4.00 ±0.05 4.00 6.00 ±0.
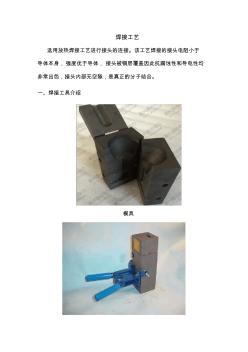
焊接工艺 选用放热焊接工艺进行接头的连接。该工艺焊接的接头电阻小于 导体本身,强度优于导体, 接头被铜层覆盖因此抗腐蚀性和导电性均 非常出色,接头内部无空隙,是真正的分子结合。 一、焊接工具介绍 模具 模具和模具夹 焊药、引火药及合金托片 引火枪 二、模具与模夹的选用及焊接前准备工作 1、调节方法如下: (Ⅰ)使模夹置于打开状态 (Ⅱ)松开模夹固定栓锁扣 (Ⅲ)取出固定栓 (Ⅳ)调整调节螺丝,逆时针旋转 (松),反之则紧 (Ⅴ)插入固定栓与锁扣 (Ⅵ)开合模夹,观察模具闭合效果 2、首先,对模具进行烘干和除湿处理,用加热工具(点火气枪等 ), 驱除水气。久未使用的模具内含有水分, 尤其是前次使用完后没有清 理干净的模具,含有水分更多。 3、再对模具进行除湿的同时,对即将焊接的材料也要进行加热,使 用软毛刷清除模具锅腔内和材料接头的表面杂物。 4、模夹是用于开合模具的,模夹的紧密度对熔接的效
热门知识
铜包钢工艺-
话题: 工程造价liubin367900
精华知识
铜包钢工艺-
话题: 室内设计yanjun0902
-
话题: 地产家居wj305354543
最新知识
铜包钢工艺-
话题: 装修工程liuochaohua
-
话题: 装修工程dmj3542362
-
话题: 工程造价xue172755744
铜包钢工艺相关专题
- 铠装铜芯电力电缆及载流量
- 烤包器拆除套什么定额
- 可以焊铜铝的焊条叫什么
- 昆明马街电缆厂铜心线价格
- 立邦腻子粉多少钱一斤包
- 立邦瓷砖胶多少钱一包
- 利群西子阳光价格多少一包
- 炼铜炉耐火砖含镁是多少
- 梁包大样表达什么意思
- 辽宁省总承包服务费
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 在32‰大坡道地段架设铁路T梁施工工艺及技术
- 异种钢焊接接头退火工艺
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 整理装饰装修施工工艺与质量通病与防治措施(全套)
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 振动冷却斜管处理工艺对A357合金凝固组织的影响
- 中国工艺美术学会玻璃艺术专业委员会理事会