




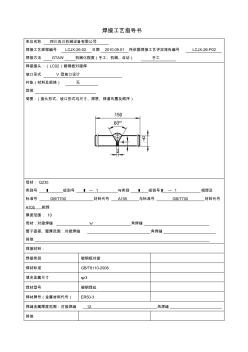
焊接工艺指导书 单位名称 四川良川机械设备有限公司 焊接工艺规程编号 LCJX-26-02 日期 2010.09.01 所依据焊接工艺评定报告编号 LCJX-26-P02 焊接方法 GTAW 机械化程度(手工、机械、自动) 手工 焊接接头:(LC02)碳钢板对接焊 坡口形式 V 型坡口设计 衬垫(材料及规格) 无 其他 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 150 2 4 1 0 60° 母材: Q235 类别号 Ⅰ 组别号 Ⅰ — 1 与类别 Ⅰ 组别号Ⅰ — 1 相焊及 标准号 GB/T700 材料代号 A105 与标准号 GB/T700 材料代号 A105 相焊 厚度范围: 10 母材:对接焊缝 ∨ 角焊缝 管子直径、壁厚范围:对接焊缝 角焊缝 其他 焊接材料: 焊接类别 碳钢板对接 焊材标准 GB/T8110-2008 填充金属尺寸 φ3 焊材型号 碳

针对供冷轧用热轧卷表面出现的麻面黑斑问题,介绍了氧化铁皮压入与氧化铁皮细孔的形成机理,分析了该缺陷的形成原因,并结合唐山国丰钢铁有限公司1450mm热轧机组情况,提出了预防和减少热轧低碳卷麻面缺陷的措施。
碳钢板卷焊管相关专题
- 冷拔低碳钢丝是什么钢筋
- 冷拔低碳钢丝网是什么钢筋
- 冷拨低碳钢丝代号是什么
- 冷轧板是碳钢么
- 中碳钢的碳含量是多少
- 轴承钢与碳钢的区分
- 铸钢(碳钢)和锻钢的区别
- 铸钢和低碳钢哪个适宜铸造
- 铸钢和碳钢材质有什么不同
- 铸铁和碳钢材质能焊接吗
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)




