




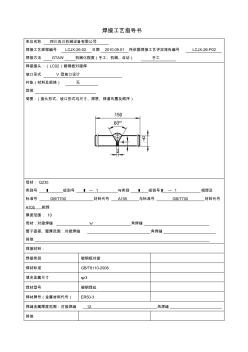
焊接工艺指导书 单位名称 四川良川机械设备有限公司 焊接工艺规程编号 LCJX-26-02 日期 2010.09.01 所依据焊接工艺评定报告编号 LCJX-26-P02 焊接方法 GTAW 机械化程度(手工、机械、自动) 手工 焊接接头:(LC02)碳钢板对接焊 坡口形式 V 型坡口设计 衬垫(材料及规格) 无 其他 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 150 2 4 1 0 60° 母材: Q235 类别号 Ⅰ 组别号 Ⅰ — 1 与类别 Ⅰ 组别号Ⅰ — 1 相焊及 标准号 GB/T700 材料代号 A105 与标准号 GB/T700 材料代号 A105 相焊 厚度范围: 10 母材:对接焊缝 ∨ 角焊缝 管子直径、壁厚范围:对接焊缝 角焊缝 其他 焊接材料: 焊接类别 碳钢板对接 焊材标准 GB/T8110-2008 填充金属尺寸 φ3 焊材型号 碳

碳钢焊环相关专题
- 冷拔低碳钢丝是什么钢筋
- 冷拔低碳钢丝网是什么钢筋
- 冷拨低碳钢丝代号是什么
- 冷轧板是碳钢么
- 中碳钢的碳含量是多少
- 轴承钢与碳钢的区分
- 铸钢(碳钢)和锻钢的区别
- 铸钢和低碳钢哪个适宜铸造
- 铸钢和碳钢材质有什么不同
- 铸铁和碳钢材质能焊接吗
- GBT5312-1999船舶用碳钢和碳锰钢无缝钢管参数
- 冷成型用冷轧低碳钢扁平轧材中文
- GB53-1999T埋弧焊用碳钢焊丝和焊剂讲解
- 常压塔顶钛材板式空冷器碳钢回弯管腐蚀原因分析及防护措施
- 多种缓蚀剂的复配10号碳钢在酸性体系中的缓蚀作用研究
- 冷轧低碳钢板及钢带印刷稿
- JISG3131-2010热轧低碳钢板、薄板和钢带
- 1Cr18Ni9Ti不锈钢与20R碳钢的异种钢焊接
- GB5293-1999(T)埋弧焊用碳钢焊丝和焊剂
- CSP冷轧低碳钢板再结晶晶粒长大阶段微区织构
- HG20527-1992不锈钢突面对焊环钢制管法兰
- 一般用途低碳钢丝
- 标准金属量器20L不锈钢精确度高的详细描述碳钢
- 混凝土制品用冷拔低碳钢丝
- CSP工艺不同冷轧压下率低碳钢板退火织构的演变
- 含人工穿透裂纹20碳钢管道抗弯矩能力试验
- 低碳钢的焊接工艺