





0 江苏星宝钢结构有限公司 十字柱制作工艺卡 批准 审核 编制 1 一、 下料 十字柱下料尺寸允许偏差 单位:mm 项目 允许偏差 图示 H(腹板宽度) +2 B(翼板宽度) ±2 L(长度) 统一放30mm的余量(或按相关技术标准要求执行) 技术要求 1.钢板采用多割头火焰切割机进行下料,下料时要充分考虑火焰切割余量,自动切割缝宽度一般为2~3mm(板越厚割缝越大)。 2.切割单块板条时根据用料实际情况采用双头割头进行下料。 3.在没有特殊要求情况下,板条允许拼接。拼接规范:翼板拼接长度不小于2倍板宽,宽度不允许拼接;腹板拼接长度不小于600mm, 宽度不小于300mm(一般不拼接);厚度方向错边≤1mm,宽度方向错边翼板≤2mm、腹板≤1mm。 4.要求熔透的焊缝,其腹板厚度 t≥12mm一般需开坡口,其坡口形状根据具体情况 而定。坡口要求光滑平整,平面度≤1.5mm、割纹 深度
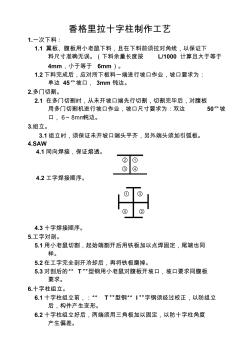
香格里拉十字柱制作工艺 1.一次下料: 1.1 翼板、腹板用小老鼠下料,且在下料前须拉对角线,以保证下 料尺寸准确无误。(下料余量长度按 L/1000 计算且大于等于 4mm,小于等于 6mm)。 1.2下料完成后,应对所下板料一端进行坡口作业,坡口要求为: 单边 45°坡口, 3mm 钝边。 2.多门切割。 2.1 在多门切割时,从未开坡口端先行切割,切割完毕后,对腹板 用多门切割机进行坡口作业,坡口尺寸要求为:双边 50°坡 口, 6~8mm钝边。 3.组立。 3.1组立时,须保证未开坡口端头平齐,另外端头须加引弧板。 4.SAW 4.1同向焊接,保证熔透。 ② ① ③ ④ 4.2工字焊接顺序。 ① ③ ④ ② 4.3十字焊接顺序。 5.工字对剖。 5.1用小老鼠切割,起始端割开后用铁板加以点焊固定,尾端也同 样。 5.2在工字完全剖开冷却后,再将铁板磨掉。 5.3对剖后的“ T”型
热门知识
十字柱制作工艺-
话题: 建筑设计xtqyxa990113
精华知识
十字柱制作工艺-
话题: 地产家居MUDAOHEMUJU
最新知识
十字柱制作工艺-
话题: 工程造价xyxiaoyu1984
-
话题: 地产家居llcllc2008
-
话题: 室内设计youluolin128
十字柱制作工艺相关专题
- 怎么样计算十字绣装裱价格
- 国标十字扣件承重量是多少
- 国标十字桩尖资料
- 画出十字肋板的重合断面图
- 屋架钢支撑十字、平面组合
- 现在一幅十字绣要多少钱
- 十字槽盘头螺钉m4*16什么意思
- 十字开关氩弧焊工作原理
- 十字螺丝刀是怎么做的
- 十字形钢柱重量怎么算
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 增设钢牛腿在连续独柱墩桥梁抗倾覆加固设计中的应用
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 异形柱框架及短肢墙抗震节点构造的施工质量保证措施
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 在32‰大坡道地段架设铁路T梁施工工艺及技术