






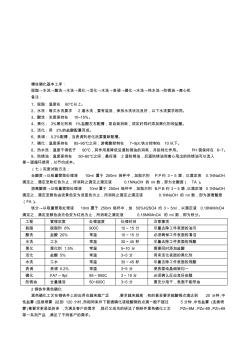
螺丝磷化基本工序: 脱脂→水洗→酸洗→水洗→黑化→活化→水洗→表调→磷化→水洗→热水洗→防锈油→离心机 备注: 1、脱脂:温度在 60℃以上。 2、水洗:每次水洗要求 2 道水洗,要有溢流,保持水洗状况良好,以下水洗要求相同。 3、酸洗:浓度保持在 10~15%。 4、黑化: 3%黑化剂和 1%盐酸左右配槽,易自我消耗,须定时同时添加黑化剂和盐酸。 5、活化:用 2%的盐酸配置而成。 6、表调: 0.2%配槽,当表调剂老化后要重新配槽。 7、磷化:温度保持在 85~95℃之间;游离酸控制在 7~9pt;铁分控制在 10以下。 8、热水洗:温度不得低于 90℃,其作用是降低后道防锈油的消耗,并起钝化作用。 PH值保持在 6~7。 9、防锈油:温度保持在 50~60℃之间,最好浸 2 道防锈油,后道防锈油和离心甩出的防锈油可以流入 第一道循环使用,以节约成本。 (七)浓度试验方法: 全酸度→以
热门知识
酸洗磷化工艺视频-
话题: 工程造价niebinsong
-
话题: 工程造价luoyongbiao
精华知识
酸洗磷化工艺视频-
话题: 工程造价SHADOW520401
最新知识
酸洗磷化工艺视频-
话题: 工程造价mingweihou
酸洗磷化工艺视频相关专题
- 酸洗磷化工艺视频
- 刚铁酸洗后水的处理
- 酸洗磷化废水cod是多少
- 酸洗磷化废水cod
- 酸洗废水工程
- 酸洗磷化废水排放标准
- 熟石灰处理酸洗废水
- 石灰处理酸洗废水
- 用碱处理酸洗废水
- 酸洗水处理
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 中国信达施工现场智能化管理及视频监控系统设计方案
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 整理装饰装修施工工艺与质量通病与防治措施(全套)
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 振动冷却斜管处理工艺对A357合金凝固组织的影响
- 智能建筑视频安防监控系统分项检验批质量验收记录表
- 中国工艺美术学会玻璃艺术专业委员会理事会
- 中朝鸭绿江界河公路大桥钢锚梁、钢牛腿制造工艺