
- 首页 >
- > 水暖加热器哪个品牌好
更新时间:2025.01.18




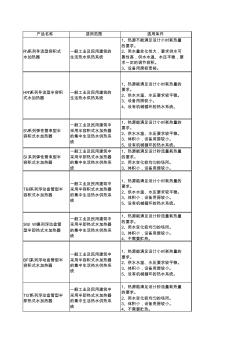
产品名称 适用范围 适用条件 RV系列导流型容积式 水加热器 一般工业及民用建筑的 生活热水供热系统 1、热源不能满足设计小时耗热量 的要求。 2、用水量变化性大,要求供水可 靠性高,供水水温、水压平稳,要 求一定的调节容积。 3、设备用房较宽裕。 HRV系列导流型半容积 式水加热器 一般工业及民用建筑的 生活热水供热系统 1、热源能满足设计小时耗热量的 要求。 2、供水水温、水压要求较平稳。 3、设备用房较小。 4、设有机械循环的热水系统。 SV系列弹性管束型半 容积式水加热器 一般工业及民用建筑中 采用半容积式水加热器 的集中生活热水供热系 统 1、热源能满足设计小时耗热量的 要求。 2、供水水温、水压要求较平稳。 3、体积小,设备用房较小。 5、设有机械循环的热水系统。 SI系列弹性管束型半 容积式水加热器 一般工业及民用建筑中 采用半即热式水加热器 的集中生活热水供热系 统 1、热

电厂低压加热器、凝汽器水位测量方案 电厂高、低压加热器、凝汽器 水位测量方案 (差压变送器 比较 Magnetrol 导波雷达 ) A。平衡容器配差压变送器测量低压加热器、凝汽器水位方案 在火力发电厂,设计要求液位测量是实际的水位值。 目前大多数设计中, 采用平衡容器配差压变送器测量。而低压加热器的结构、负压工作环境给传统 平衡容器配差压变送器测量方案带来挑战。 双室平衡结构容器示意图 双室平衡容器差压原理 (结构见上图 ): 双室平衡容器套筒内分汽侧凝结水室和水侧水室,两个水室在容器内不相通, 汽侧凝结水室与平衡容器汽侧采样管相通,水侧水室与平衡容器水侧采样管相 通。正常情况下,汽侧凝结水室里面的蒸汽遇冷凝结成水聚集在变送器正压表 管内,凝结水量主要由被测容器的压力和正压表管温度而定,因为表管包在平 衡容器套筒里面所以温度从上到下的分布规律基本一定,一般取平均温度,另 外测量要求正压
热门知识
水暖加热器哪个品牌好-
话题: 地产家居yhshaisong
-
话题: 地产家居chaodamould
-
话题: 地产家居cxb634202317
精华知识
水暖加热器哪个品牌好-
话题: 地产家居m410416263
-
话题: 地产家居reader1983
-
话题: 地产家居shuying1984
最新知识
水暖加热器哪个品牌好-
话题: 工程造价caozizi711
-
话题: 地产家居jinchangsh
-
话题: 室内设计xw19830825
专题概述
水暖加热器哪个品牌好知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关水暖加热器哪个品牌好最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:水暖加热器哪个品牌好
相关话题
资料下载
相关资讯
水暖加热器哪个品牌好相关专题
- 炕上铺电地暖好还是水暖好
- 中国十大水暖品牌有哪些
- 装水暖什么管材好
- 怎么开五金水暖店
- 怎样开五金水暖店
- 九牧和辉煌水暖洁具哪个好
- 用暖气是水暖好还是气暖好
- 有没有附近找水暖工的
- 有水暖工程师
- 烟台水暖地暖哪家好吧
- 中国消防十大品牌
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选
- 智龙电气成套报价软件表格元件分类汇总品牌比例表
- 各品牌商标锌锭最新价格表
- 国内首台倒置立式1060MW核电机组高压加热器设计
- 不锈钢隔膜泵品牌排行榜
- 热水管道循环泵品牌排行榜
- 基于FLUENT软件矿井空气加热器管束流场对比分析
- 关于请求防火门及外墙保温材料及塑钢窗品牌变更报告
- 华东地区常用钢材品牌标识一览表
- 国内多级给水泵型号十大品牌浸入式多级离心泵最新排名
- 建筑水暖通风空调工程监理控制工作
- 国家发展改革委发出通知故好成品油和电力价格调整工作
- 木地板和瓷砖那个好
- 不锈钢多级离心泵品牌排行榜
- 建筑工业化背景下产业新模式、产品品牌
- 基于业主方建筑工程与水暖安装工程界面管理