





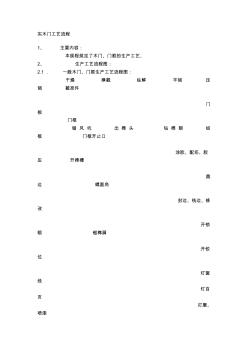
实木门工艺流程 1、 主要内容: 本规程规定了木门、门框的生产工艺、 2、 生产工艺流程图: 2.1. 一般木门、门框生产工艺流程图: 干燥 横截 纵解 平刨 压 刨 截准件 门 板 门框 锯 风 坑 出 榫 头 钻 榫 眼 组 框 门框开止口 涂胶、配坯、胶 压 开榫槽 裁 边 螺圆角 封边、铣边、修 改 开锁 眼 锯榫肩 开铰 位 钉窗 线 钉百 页 打磨、 喷漆 2.2. 当生产的木门,门框较特殊时,其工艺流程允许有所改动。 3、 各工序的加工工艺要求 3.1. 干 燥 3.1.1. 见《木材干燥工艺规程》( HL/T9.1.5 )。 3.2 横 截 3.2.1. 基本工艺和操作要求: 根据图纸的长度尺寸加上约 10MM的加工余量进行 锯切,同时,除去材料中不符合选材要求的缺陷部份 (如开裂、腐朽、死节等)。 截料应在材料长度方向长短搭配,做到长材不短用,从而提高木材利用率。 3.2
热门知识
实木门制作工艺流程-
话题: 装修工程wuruiying008
精华知识
实木门制作工艺流程-
话题: 园林景观liuhonghao
最新知识
实木门制作工艺流程-
话题: 室内设计love19860427
实木门制作工艺流程相关专题
- 开实木家具店大概要多少钱
- 柯木算是实木
- 科技木算实木
- 指接板与实木的区别在哪
- 中式实木门窗价格一般多少
- 怎样辨别实木和板材
- 怎样了解各种实木的材质
- 怎样区分人造板和实木板
- 整体实木橱柜哪个牌子好
- 金海岸实木家具花架价格
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 干硬性混凝土挤压成型开孔垂直联锁制作及施工技术工法
- 关于桉叶油素提取工艺流程设计
- 干硬性混凝土挤压成型开孔垂直联锁制作及施工工法资料
- 公路工程管理用表范本索夹制作与防护质量检验报告单
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 改性聚丙烯纤维对混凝土裂缝抑制作用与应用进展
- 干硬性混凝土挤压成型开孔垂直联锁制作及施工工法样本
- 拱坝整体地质力学模型试验中复杂地基模拟设计及制作
- 公路工程施工工艺大全路基工程砂垫层施工工艺流程图
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图
- 公路工程施工工艺大全路基工程光面爆破施工工艺流程图
- 工程变更管制作业指导书
- 公路工程施工、桥涵施工工艺大全系梁施工工艺流程图
- 公路工程施工、桥涵施工工艺大全滑模拆除工艺流程图