




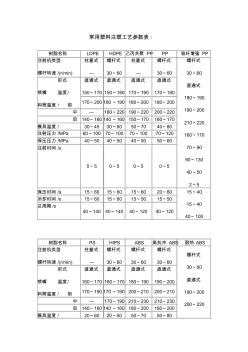
常用塑料注塑工艺参数表: 树脂名称 LDPE HDPE 乙丙共聚 PP PP 玻纤增强 PP 注射机类型 螺杆转速 /(r/min) 柱塞式 — 螺杆式 30~60 柱塞式 — 螺杆式 30~60 螺杆式 30~60 直通式 180~190 190~200 210~220 160~170 70~90 90~130 40~50 2~5 形式 喷嘴 温度 / 料筒温度 / 前 直通式 150~170 直通式 150~180 直通式 170~190 直通式 170~190 170~200 180~190 180~200 180~200 中 — 180~220 190~220 200~220 后 140~160 140~160 150~170 160~170 模具温度 / 30~45 30~60 50~70 40~80 注射压力 /MPa 60~10
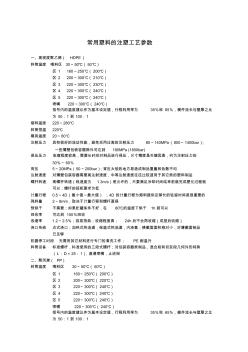
常用塑料的注塑工艺参数 一、高密度聚乙烯( HDPE) 料筒温度 喂料区 30~50℃( 50℃) 区 1 160~250℃( 200℃) 区 2 200~300℃( 210℃) 区 3 220~300℃( 230℃) 区 4 220~300℃( 240℃) 区 5 220~300℃( 240℃) 喷嘴 220~300℃( 240℃) 括号内的温度建议作为基本设定值,行程利用率为 35%和 65%,模件流长与壁厚之比 为 50:1 到 100:1 熔料温度 220~280℃ 料筒恒温 220℃ 模具温度 20~60℃ 注射压力 具有很好的流动性能,避免采用过高的注射压力 80~140MPa(800~1400bar); 一些薄壁包装容器除外可达到 180MPa (1800bar) 保压压力 收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的 30%~ 60% 背压
热门知识
塑料注塑工艺流程-
话题: 工程造价wnwsllhylcs
精华知识
塑料注塑工艺流程-
话题: 装修工程magicwind76
-
话题: 工程造价zxf35115824
最新知识
塑料注塑工艺流程塑料注塑工艺流程相关专题
- 卡扣一般用什么塑料
- 开个塑料颗粒加工厂
- 开塑料筐厂要多大面积
- 开塑料厂需要什么设备
- 昆明哪里有泡沫塑料卖
- 捆绑数据线的塑料绳叫什么
- 兰州那里有买塑料储物柜的
- 兰州有卖塑料检查井的吗
- 联多塑料pvc20线管多少钱1米
- 琉璃瓦是塑料还是陶瓷的
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 单面涂铝PVC塑料吊顶材料燃烧性能的实验
- 新型防腐管材钢骨架塑料(HDPE)复合管
- 智能型塑料外壳式断路器中脱扣器的设计及应注意问题
- 塑料注射成型实验课应用
- 影响合成聚乙烯醇缩甲醛树脂泡沫塑料性能的条件
- 应用通气孔梅花式塑料编织苫布保管暖甜菜效果的分析
- 以秸秆、废旧木材和塑料为原料的空心结构板批量生产
- 振动打桩机打设塑料排水板桩加固软土地基的工程实践
- 关于桉叶油素提取工艺流程设计
- 关于印发上海市埋地塑料排水管应用技术导则通知
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 公路工程施工工艺大全路基工程砂垫层施工工艺流程图
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图
- 公路工程施工工艺大全路基工程光面爆破施工工艺流程图
- 公路工程施工、桥涵施工工艺大全系梁施工工艺流程图
- 固定防渗管道配合塑料软管实现二级防渗是最佳节水措施
- 塑料资源回收方法有哪些
- 塑料阻燃等级
- 塑料阻燃等级的国家标准
- 塑料阻燃剂找哪家最好
- 塑料组合衣柜安装图解
- 塑铝板吊顶子目怎么套
- 塑铝散热器套什么子目
- 塑木板材是什么样的
- 塑木材料和pvc有什么区别
- 塑木材料哪个牌子的好
- 塑木的廊架价格是多少
- 塑木地板价格是多少
- 塑木地板可以用在室内
- 塑木地板能用在室内
- 塑木地板如何安装
- 塑木粉与电木粉
- 塑木和pvc踢脚线哪个好
- 塑木护栏安装方法是怎样的
- 塑木护栏价格多少钱一平米
- 塑木栏杆安装应该注意什么
- 塑木栏杆一般要多少钱一米
- 塑木托盘是什么材质做的
- 塑木型材安装注意哪些
- 塑石假山工程施工组织
- 塑石假山价格是多少
- 塑石假山如何套定额广西
- 塑石假山有哪些施工工艺
- 塑石假山怎么算面积
- 塑套钢价格
- 塑性混凝土防渗墙怎样检测