




承插连接。 承插连接使用可靠 ,强度和耐压能力较好 ,施工方便。相同直径的 管子固定连接时推荐采用。连接形式如图 5.16.21所示。 承插口配合好以后 ,其间隙应用粘结剂胶合 ,然后再在外面用焊 条焊接。粘结剂一般采用过氯乙烯清漆 (或过氯乙烯树脂 )与二氯乙炕 溶液 (或丙酬 ),以 20比 80的重量比组成的粘结剂 ;也可选用氯乙烯树 脂与环己嗣 (5%)组成的粘结剂 ,其粘结力均匀 ,涂刷方便 ,但挥发慢。在 选择粘结剂时应考虑粘结强度和耐腐蚀性 ,同时要求成本低、毒性 小、施工方便。如粘接得质量好 ,粘结处的抗剪强度可达 60-70kg,粘 结强度可接近母材强度 ,而且粘结强度随温度升高而增强 ,随时间延 长而提高。 , 施工时,需注意几点: (1)承插口的间隙必须严格控制,一般不得大于 0.15-0.3㎜,若稍 大,可先均匀涂刷几层粘结剂来调整。 (2)胶合面要干燥、清洁。涂
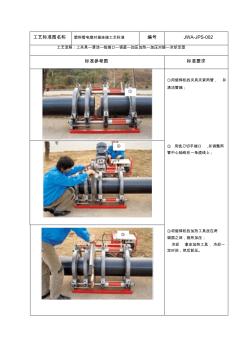
工艺标准图名称 塑料管电熔对接连接工艺标准 编号 JWA-JPS-002 工艺流程:上夹具—清洁—铣端口—调直—加压加热—加压对接—冷却定型 标准参考图 标准要求 ①用熔焊机的夹具夹紧两管, 并 清洁管端; ② 用铣刀切平端口 ,并调整两 管中心轴线在一条直线上; ③将熔焊机的加热工具放在两 端面之间,施热加压; 冷却 拿走加热工具, 冷却一 定时间,然后卸压。 ① ② ③ ④拿走加热工具, 加压对接一段 时间,待其冷却定型后泄压。 ⑤冷却定型,焊口形成一圈均匀 光滑的焊圈 , 熔接圈高度宜为 1mm-4mm,宽度宜为 4mm-8mm。 其它要求: 公称壁厚 (mm) 对接工艺 第一步:预热 第二步:熔融 第三步:切换 第四步:对接 预热压力: 0.15Mpa 预热温度 210+10℃ 压力: 0.01Mpa 预热温度 210+10℃ 焊接压力: 0.15Mpa 预热时卷边高度(
热门知识
塑料管承插连接-
话题: 工程造价pengyou1976
-
话题: 工程造价lizhiyuanli
-
话题: 工程造价fine970407
精华知识
塑料管承插连接最新知识
塑料管承插连接-
话题: 装修工程gaolinnihao
-
话题: 工程造价nihao82931
塑料管承插连接相关专题
- 卡扣一般用什么塑料
- 开个塑料颗粒加工厂
- 开塑料筐厂要多大面积
- 开塑料厂需要什么设备
- 昆明哪里有泡沫塑料卖
- 捆绑数据线的塑料绳叫什么
- 兰州那里有买塑料储物柜的
- 兰州有卖塑料检查井的吗
- 联多塑料pvc20线管多少钱1米
- 琉璃瓦是塑料还是陶瓷的
- 影响铁路电力迁改总承包工程因素的模糊综合评价
- 以遗产传承为核心的都江堰市城乡灾后重建规划与实施
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国水电联合体13亿美元总承包尼日利亚水电站项目
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 中国水电集团承建的广西桥巩水电站3号机组投产发电
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 余热回收供热项目EPC工程总承包工程施工组织设计
- 中国重汽承担的16个技术创新项目通过省级鉴定验收
- 在大荷载作用下人工挖孔灌注桩桩基承台的设计与施工
- 在这里卡住 防止螺栓连接松弛的成对的楔形锁紧盘
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 在杭房屋建筑工程施工总承包特级企业信用排行汇总表
- 圆形钢筋混凝土截面大偏压构件正截面承载力的简算法
- 中国标准电源插头
- 中国水电承建的斯里兰卡ICB9标公路全线通过验收
- 岳阳某项目外脚手架工程承包合同(2007.11)