




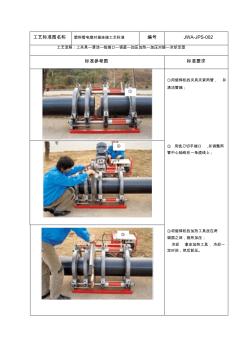
工艺标准图名称 塑料管电熔对接连接工艺标准 编号 JWA-JPS-002 工艺流程:上夹具—清洁—铣端口—调直—加压加热—加压对接—冷却定型 标准参考图 标准要求 ①用熔焊机的夹具夹紧两管, 并 清洁管端; ② 用铣刀切平端口 ,并调整两 管中心轴线在一条直线上; ③将熔焊机的加热工具放在两 端面之间,施热加压; 冷却 拿走加热工具, 冷却一 定时间,然后卸压。 ① ② ③ ④拿走加热工具, 加压对接一段 时间,待其冷却定型后泄压。 ⑤冷却定型,焊口形成一圈均匀 光滑的焊圈 , 熔接圈高度宜为 1mm-4mm,宽度宜为 4mm-8mm。 其它要求: 公称壁厚 (mm) 对接工艺 第一步:预热 第二步:熔融 第三步:切换 第四步:对接 预热压力: 0.15Mpa 预热温度 210+10℃ 压力: 0.01Mpa 预热温度 210+10℃ 焊接压力: 0.15Mpa 预热时卷边高度(
. 工艺标准图名称 塑料管电熔对接连接工艺标准 编号 JWA-JPS-002 工艺流程:上夹具—清洁—铣端口—调直—加压加热—加压对接—冷却定型 标准参考图 标准要求 ①用熔焊机的夹具夹紧两管, 并 清洁管端; ② 用铣刀切平端口 ,并调整两 管中心轴线在一条直线上; ③将熔焊机的加热工具放在两 端面之间,施热加压; 冷却 拿走加热工具, 冷却一 ① ② . 定时间,然后卸压。 ④拿走加热工具, 加压对接一段 时间,待其冷却定型后泄压。 ⑤冷却定型,焊口形成一圈均匀 光滑的焊圈 , 熔接圈高度宜为 1mm-4mm,宽度宜为 4mm-8mm。 其它要求: ③ ④ ⑤ . 公称壁厚 (mm) 对接工艺 第一步:预热 第二步:熔融 第三步:切换 第四步:对接 预热压力: 0.15Mpa 预热温度 210+10℃ 压力: 0.01Mpa 预热温度 210+10℃ 焊接压力: 0.15M
塑料承插四通相关专题
- 卡扣一般用什么塑料
- 开个塑料颗粒加工厂
- 开塑料筐厂要多大面积
- 开塑料厂需要什么设备
- 昆明哪里有泡沫塑料卖
- 捆绑数据线的塑料绳叫什么
- 兰州那里有买塑料储物柜的
- 兰州有卖塑料检查井的吗
- 联多塑料pvc20线管多少钱1米
- 琉璃瓦是塑料还是陶瓷的
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 单面涂铝PVC塑料吊顶材料燃烧性能的实验
- 新型防腐管材钢骨架塑料(HDPE)复合管
- 智能型塑料外壳式断路器中脱扣器的设计及应注意问题
- 塑料注射成型实验课应用
- 影响合成聚乙烯醇缩甲醛树脂泡沫塑料性能的条件
- 应用通气孔梅花式塑料编织苫布保管暖甜菜效果的分析
- 关于印发上海市埋地塑料排水管应用技术导则通知
- 固定防渗管道配合塑料软管实现二级防渗是最佳节水措施
- 建筑精装工程标准化施工工艺铝合金框扇及塑料框扇玻璃
- 冷冻机立式水冷器污垢塑料螺旋齿管自动清洗技术
- 埋地大口径塑料排水管材比选PVCU结构壁缠绕管
- 孔网钢带管复合塑料
- 技术交底北京建工集团通用室内塑料排水管道安装
- GB10009-88丙烯腈、丁二烯、苯乙烯塑料挤出板材
- GB8808-88软质复合塑料材料剥离试验方法试验方案
- 中国塑料管道行业规模现状及十三五发展趋势