




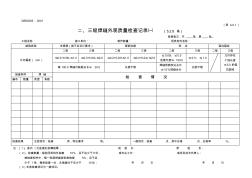
GB50205-2001 (表 A.0.1) 二、三级焊缝外观质量检查记录㈠ (5.2.8 条) 检查批次:共 批,第 批。 工程名称: 施工单位: 制作数量: 同类构件名称: 缺陷类型 未焊满(指不足设计要求) 根部收缩 咬 边 弧坑裂纹 允许偏差( mm) 二级 三级 二级 三级 二级 三级 二级 三级 ≤0.2+0.02t,≤1.0 ≤0.2+0.04t,≤2.0 ≤0.2+0.02t,≤1.0 ≤0.2+0.04t,≤2.0 ≤ 0.05t, ≤0.5 连续长度≤ 100.0 ≤0.1t, ≤1.0 允许存在 个别长度 ≤5.0 的弧 抗裂纹 每 100.0 焊缝内缺陷总长≤ 25.0 长度不限 焊缝两侧咬边总长 ≤10%焊缝全长 长度不限 抽查构件 焊 缝 检 查 情 况 编号 数量 类型 条数 检查结果 主控项目:检查 项,符合要求 项。 一般项目:检查 点,其中合格 点,合
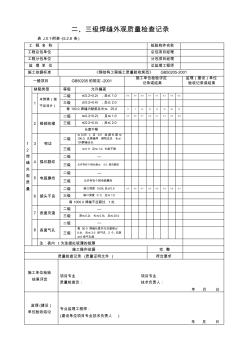
二、三级焊缝外观质量检查记录 表 J.0.1-附表 -(5.2.8 条 ) 工 程 名 称 检验构件名称 工程总包单位 总包项目经理 工程分包单位 分包项目经理 监 理 单 位 总监理工程师 施工依据标准 《钢结构工程施工质量验收规范》 GB50205-2001 一般项目 GB50205的规定 -2001 施工单位检验评定 记录或结果 监理(建设)单位 验收记录或结果 1 2 焊 缝 外 观 质 量 缺陷类型 等级 允许偏差 1 未焊满(指 不足设计) 二级 ≤0.2+0.2t ,且≤ 1.0 0.5 0.4 0.9 0.7 0.1 0.3 0.5 0.2 三级 ≤0.2+0.4t ,且≤ 2.0 每 100.0 焊缝内缺陷总长≤ 25.0 11 7 10 12 14 15 20 13 2 根部收缩 二级 ≤0.2+0.2t, 且≤ 1.0 0.3 0.5 0.7 0.9 0
三级焊缝检验要求相关专题
- 如何申请装饰公司三级资质
- 三级精密过滤器安装顺序
- 三级装修资质需要些什么
- 6mm的三级钢怎么标注
- 三级钢强度设计值
- 借用三级钢构资质
- 集成吊顶二级三级叠级
- 三级造型吊顶效果图
- 装饰装修资质三级
- 装修施工三级资质
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 在用工业管道定期检验规程.20030601doc
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 支护工程钢腰梁、混凝土腰梁检验批质量验收记录表
- 园林绿化技术资料仿古混凝土分项工程质量检验评定表
- 圆管涵、盖板涵分项工程质量检验评定表共99页文档
- 支架、吊架安装检验批模板
- 幼儿园教育真石漆饰面工程检验批高质量验收记录簿表
- 绿化材料运输分项工程质量检验评定表
- 有抗震结构设计要求的建筑必须要使用HRBE钢筋吗
- 中国水利报评论:理清全面深化水利改革的思路与要求
- 绿化材料起挖分项工程质量检验评定表
- 智能建筑视频安防监控系统分项检验批质量验收记录表