





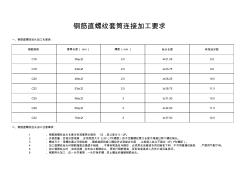
钢筋规格 套筒长度( mm) 螺距(mm) 丝头长度 有效丝牙数 C16 38±2 2.5 ≥21.25 8.5 C18 43±2 2.5 ≥23.75 9.5 C20 48±2 2.5 ≥26.25 10.5 C22 53±2 2.5 ≥28.75 11.5 C25 58±2 3 ≥31.50 10.5 C28 65±2 3 ≥34.50 11.5 C32 70±2 3 ≥37.50 12.5 二、钢筋直螺纹丝头加工注意事项: 钢筋直螺纹套筒连接加工要求 一、钢筋直螺纹丝头加工长度表: 1 、钢筋直螺纹丝头长度为标准套筒长度的 1/2,其公差为 0→2P。 2 、外观质量:目测牙型饱满 ,牙顶宽度大于 0.3P(P为螺距)的不完整螺纹累计长度不得超过两个螺纹周长。
热门知识
丝头规格-
话题: 建筑施工jianxue1983
-
话题: 工程造价wdj5026636
精华知识
丝头规格最新知识
丝头规格-
话题: 室内设计dapeng0205
-
话题: 地产家居lygyjgjc5829
丝头规格相关专题
- 英式螺丝头直径多大
- 电工穿线钢丝头的做法
- m16的内六角螺丝头直径多少
- DN单丝头起什么作用的
- 螺丝头上的4.8是什么意思
- 复合镀膜喷丝头
- 中空纤维膜喷丝头
- 暖气片丝头
- 丝头标准
- 丝头规格
- 整流变压器技术规格书(2016.7.5定稿)资料
- 圆钢管通用规格表(20201009124910)
- 圆钢管通用规格表(20201009124907)
- 园林绿化工程土球直径与树穴规格表及大树土球规格表
- 怎样选择空气开关断路器的型号规格及分断能力的选择
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 各种石材干挂AB胶包装规格
- 公路勘察规范附录B主要控制桩、水准点桩规格及埋设
- 国标无缝钢管规格表(D外径壁厚-国标无缝钢管壁厚表
- 基坑支护计算中查表选择排桩配筋腰梁型钢规格建议
- 广汽集团汽车工程院基地建设与研发项目技术规格书
- 开关型单联电位器RK097111202Q选型规格书
- 林业工程造林整地规格及应用条件
- 接触器种类及规格
- 家装电线规格和要求
- 透明导电玻璃产品规格书
- 光缆规格书