



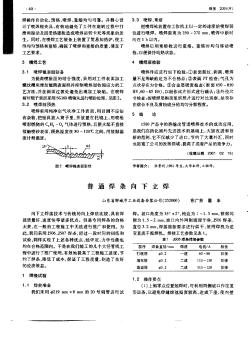


CO_2气体保护气电立焊技术已经广泛应用于大型储罐的壁板立缝焊接。现场施工时,出现了条状气孔缺陷。利用五大质量要素方法进行分析,在试验的基础上,认为条状气孔缺陷产生的原因有外界因素、工艺参数因数和操作因素。适当放慢焊接速度,严格按照下述优选后的工艺参数进行施焊,可大大减少条状气孔缺陷的出现。焊接电流:340~370A;焊接电压:36~38V;焊接速度:13~15cm/min;干丝伸出长度:32~38mm;坡口相对间隙:4~6mm;对口错边量:不大于1mm。
热门知识
司太立焊条-
话题: 工程造价fuzhoukemen
-
话题: 工程造价zhanghouqian
精华知识
司太立焊条-
话题: 工程造价pengjun550
最新知识
司太立焊条司太立焊条相关专题
- 楼面砼裂缝如何防范
- 卡基诺金做楼梯好
- 卡曼石材做门槛石好看么
- 卡式炉是什么安全吗
- 卡特挖掘机型号怎么分
- 开发商建房地下溶洞问题
- 开发商建房流程有哪些
- 开放漆木门好不好
- 开放性阳台的保温如何做
- 卡特挖掘机的型号怎么区分
- 中国工程图学学会成立工程与制造系统集成化分会
- 智能小区以太接入交换机SNMP代理设计与实现
- 在建筑行业建立农民工工资保证金制度若干问题的思考
- 在水利部海河水利委员会成立十周年庆祝大会上的讲话
- 永明项目管理有限公司立远分公司中标
- 制造流程中卧式离心水泵与立式离心水泵应该怎么挑选
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选
- 以太网POE交换机供电网口温湿度传感器使用说明书
- 应用技术型独立学院暖通与空调工程课程改革探索
- 在公路互通式立交设计中用解析法编程计算楔形端坐标
- 医疗技术临床应用负面清单管理制度的建立与实施
- 供水泵(多级立式离心泵)培训课件
- 关于建立电力建设项目工程施工现场安全管理模式思考
- 关于加强我国立法机关对政府预算审查与监督若干思考
- 关于乌鲁木齐城市岩土工程勘察信息系统建立设想
- 关于在补充耕地占补平衡工作中建立联席会议制度建议
- 更新完善新立城水库大坝安全监测系统必要性和设计原则