




1 题目:数控系统概述 目录 摘要 .................................................. 3 一、引言 .............................................. 4 二、 数控系统的发展历史 ............................... 4 2.1 数控系统的概念 ................................. 4 2.2 数控系统的发展现状 ............................. 5 三、国内的主要数控系统 ................................ 6 3.1 华中数控系统 ................................... 6 3.2 广州数控系统 ...................
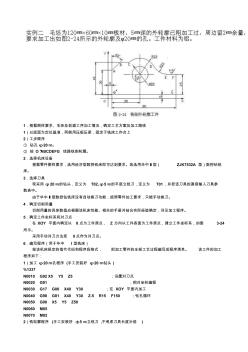
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线 1)以底面为定位基准,两侧用压板压紧,固定于铣床工作台上 2)工步顺序 ① 钻孔 φ20㎜。 ② 按 O’ABCDEFG 线路铣削轮廓。 2.选择机床设备 根据零件图样要求,选用经济型数控铣床即可达到要求。故选用华中Ⅰ型( ZJK7532A 型)数控钻铣 床。 3.选择刀具 现采用 φ 20㎜的钻头,定义为 T02,φ5㎜的平底立铣刀,定义为 T01,并把该刀具的直径输入刀具参 数表中。 由于华中Ⅰ型数控钻铣床没有自动换刀功能,按照零件加工要求,只能手动换刀。 4.确定切削用量 切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。 5.确定工件坐标系和对刀点 在 XOY 平面内确定以 0 点为工件原点, Z 方向以工件表面为工件原点,建立工件坐标系,如图 3-24 所示。 采用手动对刀方法把 0点
热门知识
数控大厦-
话题: 地产家居zhaojinglong
-
话题: 工程造价152****6871
-
话题: 工程造价chalse2000
-
话题: 电气工程minminbaby86
精华知识
数控大厦最新知识
数控大厦-
话题: 工程造价huabingzhang
数控大厦相关专题
- 数控大厦
- 数控车床操作入门
- 五金数控车床
- 数控仪表车床
- 数控机床
- 数控车床变压器
- 数控车床液压站
- 数控机床驱动器
- 数控冲床和激光的区别
- 数控机床液压站
- 中华大厦五层宏远公司办公室内装修工程施工组织设计
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 基于CAN总线数控系统远程输入输出模块设计与实现
- 基于MasterCAM压克力手板数控加工方法
- 机电一体化毕业设计(论文)-数控铣床控制系统设计
- 某大厦幕墙工程施工方案(张悬索桁架点式幕墙管桁架)
- 基于工作过程数控设备改造课程改革与实践
- 建筑雄伟荣誉珍贵记援斯里兰卡高级法院大厦工程
- 某大厦楼顶发光字LED灯珠更换项目工程施工技术方案
- 基于数控技术课程机械类应用型本科人才培养模式
- 某大厦楼顶发光字LED灯珠更换项目施工技术方案设计
- 吉泰龙广场金碧辉煌大厦大型商场装修施工组织设计方案
- 基于单片机数控车床XY工作台与控制系统设计说明书
- 高强不锈钢管数控弯曲回弹对材料参数的敏感性
- 基于运动控制卡电路板雕刻机开放式数控系统
- 数控机床电气实践
- 基于工作过程数控机床装调与维修教学实施方案设计