





根据锤头的工况条件,提出了采用电渣熔铸制造双金属复合锤头的方法。双金属复合锤头头部材料采用高铬铸铁,锤柄采用碳素结构钢。所得到的双金属复合锤头结合界面为冶金结合。经过热处理后,金相组织为马氏体和弥散分布的硬度很高的M7C3型碳化物,锤头工作部位硬度(HRC)为56~58。装机试用结果表明,双金属复合锤头使用寿命是高锰钢锤头的2倍左右。
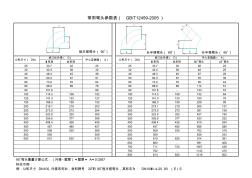
常用弯头参数表( GB/T12459-2005) 短半径弯头( 90 o ) 长半径弯头( 90o) 长半径弯头( 45 o) 公称尺寸( DN) 坡口处外径( D) 中心至端面( A) 公称尺寸( DN) 坡口处外径( D) 中心至端面( A) Ⅰ系列 Ⅱ系列 Ⅰ系列 Ⅱ系列 90o弯头 45o弯头 25 33.7 32 25 25 33.7 32 38 22 32 42.4 38 32 32 42.4 38 48 25 40 48.3 45 38 40 48.3 45 57 29 50 60.3 57 51 50 60.3 57 76 35 65 73.0 76 64 65 73.0 76 95 44 80 88.9 89 76 80 88.9 89 114 51 90 101.6 - 89 90 101.6 - 133 57 100 114.3 108 102 100
双金属弯头相关专题
- 开冰库需要多少资金
- 开个金店需要多少钱
- 开个五金店要多少资金
- 开个五金水暖店要多少钱
- 开个洗车档要多少资金
- 开个茶艺馆要多少资金呢
- 开个金店要多少钱
- 开个五金店需要投资多少钱
- 开个五金店要多少钱
- 开关多控与双控有什么差别
- 基于人工神经网络技术双金属复合管铸造数值仿真优化
- 基于随形冷却电熔管道弯头注塑成型残余应力控制
- 90度弯管、支承管支撑管弯头的注射注塑模具设计开题报告
- 常用钢制管件弯头、三通、异径管、管帽理论重量体积表
- 制作大口径ф450、ф500、ф630PE管弯头
- 冲压弯头尺寸重量照表
- 管弯头价格行情走势工程造价规格型号大全
- 大弧度弯头
- 各种弯头规格尺寸大全
- 热煨弯管(弯头)双层环氧粉末外涂层技术规格书
- 各类弯头45°、90°及180°规格及尺寸照表
- CQH-A型保温管弯头CO2气体保护焊专机研制
- 水套加热炉加热管与弯头之间的焊缝未焊透缺陷的控制
- SPM高压活动弯头2A176562A17920
- 常用钢制管件(弯头三通异径管管帽)理论重量体积表
- SA-335P91弯头管材硬度偏低原因分析及对策
- 各类弯头45°、90°及180°规格及尺寸对照表