





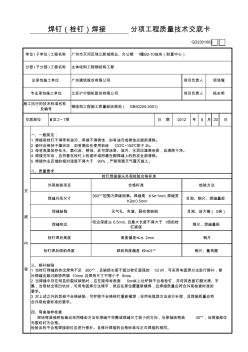
年 6 月 栓钉焊后倾斜角度 倾斜角度偏差 θ≤5° 钢尺、量角器 交 底 内 容 三、修补缺陷 1 当栓钉焊缝的挤出焊角不足 360°,且缺损长度不超过栓钉直径的 1/2时,可采用电弧焊方法进行修补,修 补焊缝应超过缺损两端 10mm,且焊角尺寸不得小于 6mm。 2 当焊缝中存在明显的裂纹缺陷时,应在距母材表面 5mm以上处铲除不合格栓钉,并将其表面打磨光滑、平 整,当母材出现凹坑时,可用电弧焊方法填平,然后在原位置重新植焊,且焊接质量应符合外观检查标准的 要求。 3 对上述之外的其他不合格缺陷,可铲除不合格栓钉重新植焊;采用电弧焊方法进行补焊,且焊接质量应符 合外观检查标准的要求。 四、弯曲抽样检查 现场弯曲抽样检查应采用锤击方法在焊缝不完整或焊缝尺寸较小的方向,沿原轴线弯曲 30°,当焊接部位 无裂纹时为合格。 检验出的不合格焊接部位应进行修补。且修补焊接的合格标准与正式焊接
热门知识
栓钉焊钉-
话题: 工程造价liangzhebin
-
话题: 工程造价bookerchen
-
话题: 工程造价Bright3232

精华知识
栓钉焊钉-
话题: 室内设计jc_xiaoshan
-
话题: 工程造价chengdesign
最新知识
栓钉焊钉-
话题: 装修工程zhang_lukai
栓钉焊钉相关专题
- 卡套接头的安装方法
- 开窗帘店要考虑什么因素
- 开窗口是否影响整体消防
- 开窗帘店要自己会做
- 卡特挖掘机室内图片
- 开敞阳台装饰装修
- 开窗帘店利润大
- 开窗帘店要什么条件
- 开窗器的介绍
- 开关插座安装顺序
- 栓钉连接件抗剪刚度对钢混凝土结合梁自振特性影响研究
- 大直径栓钉横焊和仰焊机理及其在炉窑建造中应用
- GG053-焊钉(栓钉)焊接工程检验批质量验收记录
- 钢结构焊钉栓钉焊接工程检验批质量验收记录
- 钢结构焊钉栓钉焊接工程检验批质量验收记录表
- 焊钉、栓钉焊接工程检验批质量验收记录表
- 钢结构焊钉焊接施工工艺
- 带栓钉的内置钢板混凝土组合剪力墙抗剪性能
- 斜拉桥钢混凝土组合索塔锚固区焊钉剪力分布
- 斜拉桥钢混组合箱梁焊钉连接件剪力分布
- 北京某工程压型钢板和栓钉安装工程施工方案
- 安全技术交底栓钉焊接施工安全技术交底
- 新型外包钢混凝土组合梁中栓钉应力分析
- 钢结构焊钉焊接分项工程检验批质量验收记录
- 焊钉(栓钉)焊接工程检验批质量验收记录
- 建筑钢筋结构(栓钉焊)焊接工艺评定报告
- 建筑钢结构(栓钉焊)焊接工艺评定报告