




手工电弧焊的收弧技术要求及收弧方法 ( 一)收弧技术要求 当一条焊缝在 焊接结束时,采用止确的中断电弧的方法称为 收弧。如果焊缝收尾时采用立即拉断电弧的方法, 则会形成低于焊件 表面的弧坑,容易产生应力集中和减弱接头强度。 导致产生弧坑 裂纹、 疏松、气孔、夹渣等现象。因此焊缝完成时的收尾动作不仅是熄灭电 弧,而且要填满弧坑。 ( 二)收弧方法 焊条电弧焊常用的收弧方法有以下几种 : 1. 划圈收弧法 划圈收弧法,当焊条移至焊缝终点时, 作圆 圈运动,直到填满弧坑再拉断电弧。 这种收弧方法主要适用于厚板焊 件。 2. 反复断弧收弧法 收弧时,焊条在弧坑处反复息弧、 引弧 数次,直到填满弧坑为止。 此法一般适用于薄板和大电流焊接,但 碱 性焊条不宜采用,因为这种收弧方法易产生气孔。 3. 回焊收尾法 当焊条移至焊缝收尾处立即停止, 并改变焊 条角度回焊一小段。此法适用于碱性焊条。
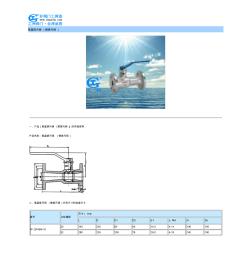
高温排污阀 (替排污阀 ) 一、产品 [高温排污阀 (替排污阀 )] 的详细资料: 产品名称:高温排污阀 (替排污阀 ) 二、高温排污阀 (替排污阀 )外形尺寸和连接尺寸: 型号 公称通径 尺寸( mm) L D D1 D2 b-f z- Φd H Do PF.QP45M-16 25 140 105 65 45 14-2 4-14 106 150 32 180 135 100 78 18-2 4-18 140 180 40 232 145 110 85 20-3 4-18 155 250 50 250 160 125 100 20-3 4-18 175 300 PF.QP45M-25Q 25 140 105 65 45 14-2 4-14 105 150 32 180 135 100 78 18-2 4-18 140 180 40 232 145 110 85 20-
收污柜相关专题
- 开发商能收变压器维护费吗
- 快速排污阀的介绍
- 快速排污阀多少钱
- 快速排污阀哪家好
- 快速排污阀的零附件名称
- 中泽纯境新房收门窗费
- 怎么收机械出场费
- 止逆阀被油污粘住怎么办
- 建筑工程排污费
- 江阴夏港收废旧钢丝绳的
- 引江济淮工程淠河总干渠以北安徽段截污导流工程设计
- 一拖一变频柜电气原理图(三晶VM1000B系列)
- 新型的低压成套开关设备GGD型低压配电柜
- 高度集成化导航接收机系统射频电路的设计与实现
- 医院弱电系统线缆敷设及柜箱安装施工方案与技术措施
- 医药工业空调带转轮热回收装置的工程设计和节能分析
- 余热回收供热项目EPC工程总承包工程施工组织设计
- 原子吸收光谱法测定防腐木材中铜含量的不确定度评定
- 应力吸收层在水泥混凝土路面白加黑工程中的应用
- 仪表盘、箱、柜、操作台施工交底记录(安装)
- 关于环网柜与10kV电缆连接问题及其解决措施
- 关于合肥市近期国有土地上房屋征收与补偿工作实施意见
- 广州市番禺区紫坭岛截污转输干管工程市良路段污水干管
- 基于FLUENT割前脱粒联收机惯性分离室内流场模拟
- 广州市国有土地上房屋征收与补偿实施意见(试行)全文
- 关于印发广州市土地闲置费征收使用管理办法通知
- 基于LabVIEW潜污泵全自动性能测试系统开发