




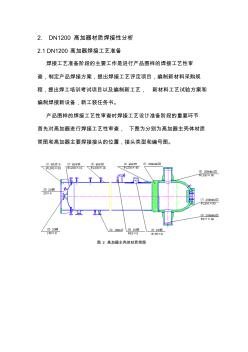
2. DN1200 高加器材质焊接性分析 2.1 DN1200 高加器焊接工艺准备 焊接工艺准备阶段的主要工作是进行产品图样的焊接工艺性审 查,制定产品焊接方案,提出焊接工艺评定项目,编制新材料采购规 程,提出焊工培训考试项目以及编制新工艺, 新材料工艺试验方案和 编制焊接新设备,新工装任务书。 产品图样的焊接工艺性审查时焊接工艺设计准备阶段的重要环节 首先对高加器进行焊接工艺性审查, 下图为分别为高加器主壳体材质 简图和高加器主要焊接接头的位置,接头类型和编号图。 图 2 高加器主壳体材质简图 图 3高加器主要焊接接头的位置,接头类型和编号图 2.2 DN1200 高加器焊接性 本产 品主要承载,承压焊缝所采用的材质为 Q345R 和 20MnMoⅢ。Q345R 和 20MnMoⅢ钢的化学成分见表 3,力学性能见 表 4。 表 3 Q345R 和 20MnMo Ⅲ化学成分 钢 种 技术标
1 电厂回热系统用混合式加热器代替面式高 压加热器的研究 王汝武 (沈阳飞鸿达节能技术开发中心 ) 摘要:目前电厂回热系统的回热加热器都是用面式加热器,面式加热器在热力学完善性和 运行安全可靠性方面都存在问题,若改用新型的喷射式混合加热器不仅克服了上述缺点,而且投资 可大幅降低,应大力推广。本文从理论研究和经济技术方面进行了论述。 1.前言 电厂经济效益的提高在目前激烈的市场竞争中已摆到重要的议事日程。目前不少 电厂为了安全起见,高压加热器不投入运行,从而使锅炉给水温度达不到设计值,降 低了给水温度,增加煤耗,使电厂经济效益下降,本中心对电厂普遍采用的面式高压 加热器的缺点进行了理论分析和研究,并提出用喷射式混合加热器代替面式高压加热 器的可行办法。 2.电厂回热系统高压加热器使用现状 现代蒸汽动力朗肯 (Rankine) 循环中,回热加热器都用是用面式加热器。面式加热 器在运行实践中
热门知识
绳状加热器-
话题: 地产家居panwen1972
-
话题: 工程造价mingbo0533
精华知识
绳状加热器-
话题: 地产家居sunzhen8685
最新知识
绳状加热器-
话题: 地产家居jishuaideflp
绳状加热器相关专题
- 捆绑数据线的塑料绳叫什么
- 拉扯钢丝绳的步步紧
- 拉绳电灯开关怎么接电线
- 拉绳开关与跑偏开关
- 拉绳开关的简介
- 拉绳开关的介绍
- 老式拉绳开关怎么接
- 老式拉绳开关的拉绳怎么接
- 晾衣绳怎么固定到墙上
- 中国钢丝绳有哪四大名牌
- 制水泥楼板市场现状调研及发展前景分析报告(目录)
- 张力式电子围栏周界防范报警系统设计原理及应用现状
- 中国预应力混凝土管桩的发展状况及同日本管桩的差距
- 植被混凝土在水利边坡工程中进展和应用现状
- 中国纸面石膏板产业市场现状及投资分析报告
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 中国管状电机行业市场前景分析预测年度报告(目录)
- 关于50吨浮吊钢丝绳卷筒与排绳机构不同步解决方案
- 公伯峡发电厂房尾水砼悬空带状牛腿梁施工支撑方案介绍
- 关于政府投资项目推行代建制现状分析与未来发展建议
- 国内首台倒置立式1060MW核电机组高压加热器设计
- 固定抱索器索道钢丝绳
- 广东省基层农技推广服务体系建设项目现状及对策
- 国内外建筑防水材料现状和我国发展规划及建议
- 基于FLUENT软件矿井空气加热器管束流场对比分析
- 关于气液联动执行机构进气阀运行状态下是否关闭
- 基于SNA中国创新管理学术群体现状及发展趋势分析