




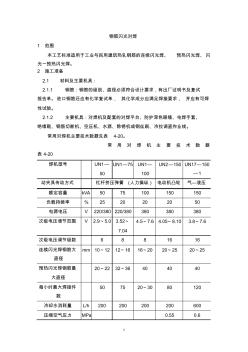
1 钢筋闪光对焊 1 范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、 预热闪光焊、闪 光一预热闪光焊。 2 施工准备 2.1 材料及主要机具: 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。进口钢筋还应有化学复试单, 其化学成分应满足焊接要求, 并应有可焊 性试验。 2.1.2 主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表 4-20。 常 用 对 焊 机 主 要 技 术 数 据 表 4-20 焊机型号 UN1— 50 UN1—75 UN1— 100 UN2—150 UN17—150 —1 动夹具传动方式 杠杆挤压弹簧 (人力操纵 ) 电动机凸轮 气—液压 额定容量 kVA 50 75 100 1
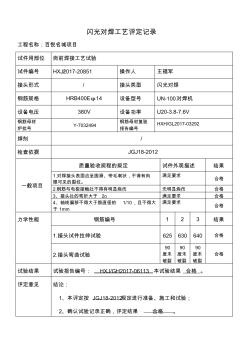
闪光对焊工艺评定记录 工程名称:百悦名城项目 试件用部位 岗前焊接工艺试验 试件编号 HXJ/2017-20851 操作人 王福军 接头形式 / 接头类型 闪光对焊 钢筋规格 HRB400E φ14 设备型号 UN-100对焊机 设备电压 380V 设备功率 U20-3.8-7.6V 钢筋母材 炉批号 Y-7032494 钢筋母材复验 报告编号 HXH/GL2017-03292 焊剂 / 检查依据 JGJ18-2012 一般项目 质量验收规程的规定 试件外观描述 结果 1.对焊接头表面应呈圆滑、带毛刺状,不得有肉 眼可见的裂纹。 满足要求 合格 2.钢筋与电极接触处不得有明显烧伤 无明显烧伤 合格 3、接头处的弯折大于 2o 满足要求 合格 4、轴线偏移不得大于筋直径的 1/10,且不得大 于 1mm 满足要求 合格 力学性能 钢筋编号 1 2 3 结果 1.接头试件拉伸试验 6
热门知识
闪光对焊图片-
话题: 工程造价lingfei800
-
话题: 造价软件yanghuasong
精华知识
闪光对焊图片最新知识
闪光对焊图片-
话题: 工程造价pengyong123
-
话题: 工程造价songyunjin
闪光对焊图片相关专题
- 闪光对焊图片
- 拍立得mini25闪光灯怎么关
- 尼康d750配什么闪光灯
- 外接闪光灯推荐
- 外接闪光灯多少钱
- 外接闪光灯设置
- 外接闪光灯的作用
- 外接闪光灯怎么用
- vivox3l怎么设置来电闪光灯
- 佳能闪光灯维修
- 基于LQR剪切—闪光对焊机位置伺服控制建模与仿真
- 建筑材料分类及图片
- 钢筋项目工程钢筋闪光对焊工艺标准
- 木饰面名称和图片对照
- 平焊与对焊法兰的区别
- 钢制法兰和对焊连接闸阀中文版
- 钢筋焊接电渣压力焊、气压焊、闪光对焊接头
- 残余应力分布对焊接不锈钢工字形截面梁整体稳定性能的影响
- 图片模糊归一化投影的VIKOR法建筑项目风险评估
- 建筑给排水、消防及暖通工程之常见问题现场图片要点
- 常见桩基础、地下连续墙与地基处理施工方法大量图片
- 带颈对焊法兰重量参考
- 工艺工法QC山东钢筋工程闪光焊施工技术交底收集资料
- 常用导线型号及图片示例
- 建筑工程安全隐患图片脚手架、基坑支护、安全用电等
- 房建工程钢筋验收要点培训讲义图片丰富
- 征集中国测绘学会成立50周年纪念文章与图片的通知