





阐述了热塑性塑料的物理性能,分析了塑料焊接中温度、压力、时间等参数对熔接质量的影响,介绍了对接焊机的基本构成及工作原理。重点探讨了塑料对接焊机液压系统集成化设计和用PID实施温度控制,保证塑料管道的焊接质量。
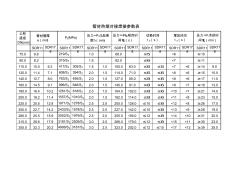
公称 直径 DN(mm) SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 75.0 6.8 219/S2 1.0 68.0 ≤5 <6 ≥10 90.0 8.2 315/S2 1.5 82.0 ≤6 <7 ≥11 110.0 10.0 6.3 417/S2 305/S2 1.5 1.0 100.0 63.0 ≤6 ≤5 <7 <6 ≥14 9.0 125.0 11.4 7.1 608/S2 394/S2 2.0 1.5 114.0 71.0 ≤6 ≤6 <8 <6 ≥15 10.0 140.0 12.7 8.0 763/S2 495/S2 2.0 1.5 127.0 80.0 ≤8 ≤6 <8 <6 ≥17 11.0 160.0
热门知识
手动热熔对接焊机-
话题: 工程造价zmxncbvvv1
-
话题: 工程造价doudou0601
精华知识
手动热熔对接焊机-
话题: 工程造价jiangsheng12
-
话题: 工程造价4663746yang
最新知识
手动热熔对接焊机手动热熔对接焊机相关专题
- 这手动弯管器哪里有
- 雨淋阀手动复位装置作用
- 压缩袋手动泵坏了怎么办
- 压缩袋手动抽气泵怎么用
- 液压手动泵什么牌子好
- 液压手动泵工作原理
- 西德勒牌手动瓷砖推刀好吗
- 土建手动算量
- 定额手动调节阀门
- 东莞手动叉车多少钱一台
- 中国手动工具十大名牌
- GST9122型手动火灾报警按钮接线与应用
- 五金手动工具分类大全
- 不锈钢锥形手动旗杆报价单
- 手动阀门技术要求
- 手动蝶阀外形尺寸
- 手动阀门操作规程
- PN40DN150-400手动夹板阀印证使用说明书
- PFF65-70手动平板阀结构设计与装配工艺论文
- 手动阀门安全操作规程
- 21m预应力锚索张拉计算书(手动张拉)
- D343H-6C-DN600手动涡轮蝶阀外形尺寸图
- D40J-05手动密闭阀-上海丹莱克阀门有限公司
- 单片机系统的复位方式有手动按钮复位和上电复位
- 预应力锚索张拉计算书手动张拉
- 火灾自动报警系统手动报警按钮安装检查记录
- 高压手动合闸切换兼自动合闸切换功能