




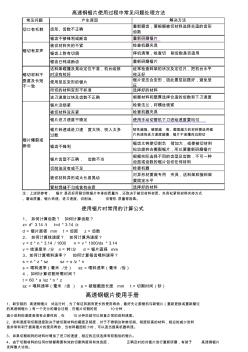
常见问题 产生原因 齿形、齿数不正确 锯齿不够锋利或断齿 被切材料夹的不紧 锯齿上附有切屑 锯齿已钝或断齿 送料架碰撞及晃动定位不准,机台组装 时没有校好 使用受压变形的锯片 所切的材料变形不标准 进刀速度过快及齿数不正确 锯片没锁紧 被切材料没夹紧 锯片进刀速度不稳定 锯片转速或进刀速 度太快、咬入太多 过载 锯齿不锋利 锯片齿型不正确, 齿数不当 切削油没有或不足 被切材料异形或太长易晃动 管材焊缝不匀或含有杂质 1、 如何计算齿数? 如何计算齿距? z= d* 3.14 /t t=d * 3.14 /z d = 锯片直径 mm t = 齿距 z = 齿数 2、 如何计算线速度? 如何计算角速度? v = d * n * 3.14 / 1000 n = v * 1000/ds * 3.14 v = 线速度米 /分 n = 转/分 d = 锯片直径 mm 3、如何计算喂料速率?
如何正确选择高速钢锯片 (一 ) 直径的选择 锯片直径与所用的锯切设备以及锯切工件的大小有关。 锯片直径小,切削速度相对比较低; 锯片直径大对锯片和锯切设备要求就高, 同时锯切效率也高。 锯片的外径根据不同的圆锯机 机型选择使用直径相符的锯片。 (二 ) 厚度的选择 锯片的厚度从理论上我们希望锯片越薄越好, 锯缝实际上是一种消耗。 锯片的外径和锯切 的材料决定了锯片的厚度,厚度过薄,锯片工作时容易偏摆晃动, 影响切削的效果。选择锯 片厚度时应从锯片工作的稳定性以及锯切的材料去考虑。 有些特殊用途的材料要求的厚度也 是特定的,应该按设备要求使用,如开槽锯片等。 (三 ) 孔径的选择 孔径是相对简单的参数, 主要是根据设备的要求选择, 目前国内设计的标准孔径为 32MM , 部分进口设备也有 25.4MM 孔的。无论孔径大小, 都可以通过车床或线切割机进行改造, 车 床可以车垫圈套在大孔径内,
热门知识
顺德高速钢锯片-
话题: 室内设计wangzhenqq
-
话题: 地产家居huangyong520
-
话题: 室内设计tang811012
精华知识
顺德高速钢锯片-
话题: 装修工程liulongfei
最新知识
顺德高速钢锯片-
话题: 室内设计zyy191200671
-
话题: 装修工程sunchao82326
顺德高速钢锯片相关专题
- 佛山顺德白铁风管加工
- 顺德勒流开关生产厂
- 顺德房屋交易税费问题
- 2019顺德北滘造价员考试
- 顺德区2019年第一季度建筑工程造价指标
- 顺德工作服
- 顺德区2018年第一季度建筑工程造价指标
- 2018顺德北滘造价员考试
- 2018年顺德房产契税
- 2018年顺德经济适用房
- 印发顺德区“三旧”改造工程项目管理试行办法的通知
- 广珠线ZH-1标顺德梁场整孔箱梁架设落梁技术
- 顺德区促进工业设计创意产业发展实施办法的通知
- 广州地铁7号线西延顺德段工程自动灭火系统方案比选
- 数控班陈顺德-灯罩壳冲压工艺及其模具设计
- 北京天宇顺德工程造价咨询有限公司-招投标数据分析报告
- 佛山市顺德区建筑工程材料参考价
- 佛山市顺德区建设局召开商品砂浆推广应用工作会议
- 佛山市顺德区房屋建筑工程全面禁用实心粘土砖
- 北京天宇顺德工程咨询有限公司中标
- 广州地铁7号线西延顺德段工程自动灭火系统方案
- 佛山市顺德区2007年12月建筑程材料参考价
- 佛山市顺德区2007年10月建筑程材料参考价
- 佛山市顺德区商品住宅建筑质量分户验收执行细则
- 佛山市顺德区商品住宅建筑质量分户验收实施细则
- 佛山市顺德区2007年11月建筑程材料参考价
- 顺德施工现场施工建立单位质量行为