




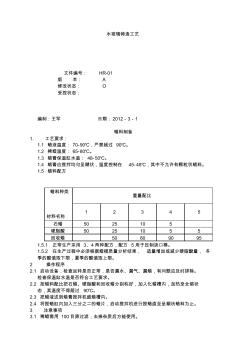
水玻璃铸造工艺 文件编号: HR-01 版 本: A 修改状态: O 受控状态: 编制:王军 日期: 2012-3-1 蜡料制备 1. 工艺要求: 1.1 蜡液温度: 70-90℃,严禁超过 90℃。 1.2 稀蜡温度: 65-80℃。 1.3 蜡膏保温缸水温: 48- 50℃。 1.4 蜡膏应搅拌均匀呈糊状,温度控制在 45- 48℃,其中不允许有颗粒状蜡料。 1.5 蜡料配方 蜡料种类 材料名称 重量配比 1 2 3 4 5 石蜡 50 25 10 5 硬脂酸 50 25 10 5 5 回收蜡 50 80 90 95 1.5.1 正常生产采用 3、4两种配方,配方 5用于压制浇口棒。 1.5.2 在生产过程中必须根据蜡模质量分析结果, 适量增加或减少硬脂酸量, 冬 季的酸值取下限,夏季的酸值取上限。 2 操作程序 2.1 启动设备,检查运转是否正常,是否漏水、漏气、漏蜡

第三章水玻璃型壳 水玻璃型壳包模铸造在中国已有多工龄史,应用也比较广泛。近年来,由于采用了以耐火粘土或铝矾 土耐火材料为增强剂的高强度型壳,应用了一些新的硬化剂、表面活性剂和新的制壳工艺,在一定程度上 改善了型壳的高温性能,提高了铸件质量,使水玻璃型壳得到进一步的推广和应用。 第一节 水玻璃耐火浆料及其配制 一、水玻璃耐火浆料的组成和作用 l. 水玻璃粘结剂 1 模数和比重的选择 水玻璃的模数和比重对型壳质量影响很大,故在生产中必须严加控制。要使型壳硬化时能析出足够数 量的硅氧凝胶,以保证其强度和表面质量,水玻璃的模数不能过低,但过高也是不利的,因为模数过高, 易使型壳脆性大,容易产生裂纹。此外,模数过高时,配制的浆料稳定性低,存放性差,易老化失效,制 壳时还容易过早结皮而沾不上砂子。 在实际生产中,为了保证水玻璃粘结剂中的 SiO2含量和浆料的稳定 模数控制在 3.0~3.4 范围
热门知识
水玻璃精铸工艺-
话题: 工程造价guoliaoming
-
话题: 工程造价star520618
精华知识
水玻璃精铸工艺-
话题: 工程造价qq112233312
最新知识
水玻璃精铸工艺-
话题: 工程造价tianlinlin37
-
话题: 造价软件fengxiuqi123
-
话题: 工程造价luwu992003
水玻璃精铸工艺相关专题
- 开纯净水厂要多少钱
- 开个五金水暖店要多少钱
- 开工后降水怎么算
- 开个桶装水厂需要多少钱
- 开洒水车多少钱一个月
- 开水培植物店能赚钱
- 康佳净水器价格3980
- 康家净净水器uf-216价格
- 看风水正宗罗盘价格
- 康家牌净水机的图片和价格
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 在32‰大坡道地段架设铁路T梁施工工艺及技术
- 异种钢焊接接头退火工艺
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 整理装饰装修施工工艺与质量通病与防治措施(全套)
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 振动冷却斜管处理工艺对A357合金凝固组织的影响
- 中国工艺美术学会玻璃艺术专业委员会理事会