




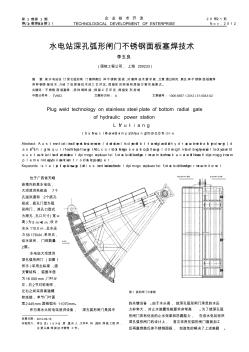
第 31卷第 31期 图 1 弧形闸门示意图 摘 要:某水电站设 计深孔弧形闸 门塞焊奥氏 体不锈钢 面板,对塞焊 技术要求高,文章 通过研究 奥氏体不锈钢 面板塞焊 异种钢焊 接技术,介绍 了该焊接技术的工艺评定、焊接变 形控制和焊接方案实施要点。 关键词:不锈钢 面板塞焊 ;异种钢焊 接;焊接工艺评定;焊接变 形控制 中图分类号: TV663 文献标识码: A 文章编号: 1006-8937(2012)31-0043-02 Plug weld technology on stainless steel plate of bottom radial gate of hydraulic power station LIYu-liang (SateNuclearPowerCompany,Shanghai200233,China) Abstract: Austeniticstainlessst
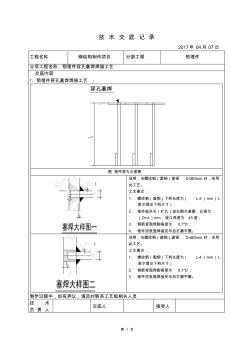
第 1 页 技 术 交 底 记 录 2017年 04月 07日 工程名称 钢结构制作项目 分部工程 预埋件 分项工程名称:预埋件穿孔塞焊焊接工艺 交底内容 1、预埋件穿孔塞焊焊接工艺 : 穿孔塞焊 图 埋件穿孔示意图 说明:当螺纹钢(圆钢)直径 D≥20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-2)mm( L 表示理论下料尺寸); 2. 埋件板开孔(扩孔)如左图示意图,孔径为 (D+4)mm,坡口角度为 45度; 3. 钢筋背面焊脚高度为 0.7*D; 4. 埋件顶表面焊接完毕后打磨平整。 说明:当螺纹钢(圆钢)直径 D≤20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-4)mm( L 表示理论下料尺寸); 2. 钢筋背面焊脚高度为 0.7*D; 3. 埋件顶表面焊接完毕后打磨平整。 制作过程中,如有异议,请及时联系工艺组相关
热门知识
塞焊孔-
话题: 工程造价l20111027059
精华知识
塞焊孔-
话题: 工程造价makaayfan31
-
话题: 工程造价guanyinxia
-
话题: 工程造价qishangnqq
-
话题: 工程造价jc_hhd1957
最新知识
塞焊孔-
话题: 工程造价jc_钦州市公路管理局
塞焊孔相关专题
- 易熔塞在什么位置安装
- 焊接法兰的安装
- 河北门窗后塞口
- 活塞环怎么正确安装
- 基础接地安装焊接跨接线
- 工业管道焊接管件安装
- 沈阳管道安装维修焊接
- 沈阳管道焊接安装
- 沈阳消防管道焊接安装
- 山东门窗后塞口
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 中国焊接学会堆焊及表面工程专委会
- 异形人工挖孔桩和预应力土层锚杆组合在基坑中的应用
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 在大荷载作用下人工挖孔灌注桩桩基承台的设计与施工
- 永兴县某镇国土资源所综合楼人工挖孔桩施工组织设计
- 新型的避免调节阀发生气蚀的方法孔板节流法
- 异种钢焊接接头退火工艺
- 中国电器工业协会电焊机分会五届五次理事会
- 引水隧洞不良地质段挖孔桩混凝土试验及施工质量控制
- 意大利EUROSWITCH压差开关压差堵塞指示器
- 中国电器工业协会电焊机分会四届八次理事会会议纪要
- 有孔管桩静压沉桩超孔隙水压力消散室内模型试验分析
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 基于工业CT技术的岩芯样品孔隙度测量分析方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析




