




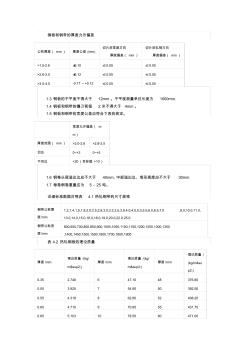
钢板和钢带的厚度允许偏差 公称厚度( mm) 厚度公差 (mm) 切片后宽度方向 厚度偏差( mm) 切片后轧制方向 厚度偏差( mm) >1.5-2.6 ±0.10 ≤0.05 ≤0.05 >2.6-3.0 ±0.12 ≤0.05 ≤0.05 >3.0-4.0 -0.17~+0.12 ≤0.05 ≤0.05 1.3 钢板的不平度不得大于 12mm 。不平度测量单位长度为 1000mm. 1.4 钢板和钢带的镰刀弯每 2 米不得大于 4mm 。 1.5 钢板和钢带的宽度公差应符合下表的规定。 宽度允许偏差( m m) 厚度范围( mm) >2.0-2.8 >2.8-3.5 切边 0~+3 0~+5 不切边 +20(目标值 +10) 1.6 钢卷头尾溢出边应不大于 40mm, 中部溢出边、塔形高度应不大于 30mm. 1.7 每卷钢卷重量应为 5-25 吨。 详细标准数据对照表 4
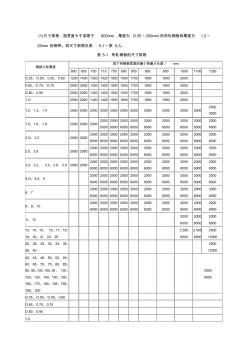
(1)尺寸规格:指宽度大于或等于 600mm,厚度为 O.35~200mm 的热轧钢板和厚度为 1.2~ 25mm 的钢带。其尺寸规格见表 5-1~表 5-3。 表 5-1 热轧钢板的尺寸规格 钢板公称厚度 按下列钢板宽度的最小和最大长度/ mm 600 650 700 710 750 800 850 900 950 1000 1100 1250 O.35、O.50、0.55、0.60 1200 1400 1420 1420 1500 1500 1700 1800 1900 2000 0.65、O.70、O.75 2000 2000 1420 1420 1500 1500 1700 1800 1900 2000 O.80、0.90 2000 2000 1420 1420 1500 1500 1700 1800 1900 2000 1.O 2000 2000 1420 1420
热门知识
热轧钢板冲床-
话题: 工程造价mazhengchong
-
话题: 地产家居sdzrwujian
精华知识
热轧钢板冲床-
话题: 工程造价wuhao_1122
最新知识
热轧钢板冲床-
话题: 室内设计hallah2549
-
话题: 工程造价dsyu1987811
热轧钢板冲床相关专题
- 冷拉钢和热轧钢有什么区别
- 冷轧钢和热轧钢的区别
- 冷轧钢板与热轧钢板的区别
- 冷轧热轧钢板区别
- 圆钢的热轧冷拉
- 无缝钢管热轧和冷轧的区别
- 钢筋冷拉和热轧的区别
- 钢筋热轧跟冷轧有什么区别
- 碳素钢热轧钢区别
- 什么叫热轧磁轭钢板
- 正火对16Mn热轧钢板断裂韧度J_(ⅠC)的影响
- JISG3113-1990汽车结构用热轧钢板和钢带
- 国内外热轧钢板和钢带尺寸、外形允许偏差标准对比
- GBT4237-1992不锈钢热轧钢板
- 热轧钢板和钢带GB709-88
- CuPCrNiA热轧钢板剪切后开裂原因分析
- 不锈钢平垫垫片标准冲床压力计算
- 攀钢新型汽车结构用热轧钢板
- 最小厚度准则预测高强热轧钢板的FLC曲线
- 冷轧、热轧钢板型号、牌号、材质、厂商等知识汇总
- 具变转速滚珠螺杆机构之伺服冲床设计
- 热轧钢板伸长率不合试样的金相分析
- 武钢牌热轧钢板及钢带获国家出口免验资格
- 制订结构级热轧钢板强制性国家标准
- 冷却速度对热轧钢板应变时效敏感性的影响
- 屈服准则用于高强度热轧钢板的适用性分析
- 厚规格保性能Q345B热轧钢板研制