




. ;. 管件加工工艺要点 弯管采用中频感应加热成形,根据材料不同,控制弯管温度和冷却方法。 热压三通:采用径向补偿工艺成形。加热温度控制在 850~1100℃。质量控制的要点:主要 包括原材料选用、 压制工艺 (压制温度、 模具道次、 模具形状、 尺寸);热处理炉炉温检测, 热处理工艺控制;检验手段(金相、硬度、无损探伤、光谱,几何尺寸检验) 热压弯头:采用模具压,内置芯撑、端撑成形,加热温度控制在 850~1100℃。质量控制主 要通过成形控制(模具尺寸形状、芯撑、端撑形状、压制温度) ;热处理炉炉温检测、热处 理工艺;检验手段(金相、硬度、无损探伤、光谱,几何尺寸检验) 推制弯头:采用感应加热,在芯棒上 推制成形,主要控制推制工艺。 下料 管件所用材料主要为管子、 板材和棒材,根据材料特性和产品所用坯料的形状选择下料方法。 坯料的形状、尺寸和其它要求根据不同产品的工艺规定进行。
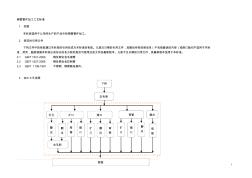
1 铜管管件加工工艺标准 1 范围 本标准适用于公司所生产的产品中的铜管管件加工。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标 准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 2.1 GB/T 1531-2009 铜及铜合金毛细管 2.2 GB/T 1527-2006 铜及铜合金拉制管 2.3 QB/T 1109-1991 不锈钢、铜管路连接件。 3 加工工艺流程 下料 去毛刺 打孔 缩口扩口 弯管 弯 管 扩 口 缩 口 扩 口 缩 口 弯 管 翻 边 翻 边 弯 管 翻 边 去毛刺 脱脂 墩台 翻 边 2 4 铜管一般要求 4.1 密封冷媒系统要求管件内部表面清洁、无氧化、无水、无

如何加工这种管件相关专题
- 卡箍如何计算
- 卡箍如何计算保温
- 卡套式管接头如何使用
- 开关插座如何合理布线
- 开盘价是如何确定的
- 开心木门的整体价格如何
- 开网吧成本估算利润如何
- 抗拔桩与抗压桩如何分布
- 抗浮锚杆如何组价
- 抗剪键如何计算
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 政府投资项目如何做好智能化系统工程建设的过程控制
- 制定机械加工劳动定额切削用量时间标准若干问题
- 在小桥涵软基处理中如何运用预应力混凝土管桩的分析
- 在楼宇自控系统设计中如何选择最佳的电动调节阀口径
- 在水利水电工程中如何解决UTM投影变形问题
- 在房地产开发中如何运用法律防范可能发生的违约行为
- 有色金属资源综合回收冶炼企业的加工费指标及其运用
- 如何区别铝合金门窗60、70、80系列
- 燃烧室高度加工中在线测量系统精确性的方法
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 关于材料加工专业学生创新能力培养实验教学改革
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 如何加固长阳台的窗户
- 如何加快水泥固化
- 如何加盟方太橱柜
- 如何加盟华为光伏发电
- 如何加强承包商管理
- 如何加强防灾减灾能力建设
- 如何加强房间的隔音效果
- 如何加强工程竣工结算审核
- 如何加强工程项目合同管理
- 如何加强建设工程质量管理
- 如何加强煤矿的安全用电
- 如何加强企业库存管理
- 如何加强人防工程的建设
- 如何加强社会民主建设
- 如何加强审计质量控制
- 如何加强施工单位成本管理
- 如何加强温泉地热开发
- 如何加强项目队伍建设
- 如何加入防水剂内容
- 如何加入中国建筑招标网
- 如何架设别墅安防系统
- 如何监理工程质量
- 如何监理抗拔桩抗拔检测
- 如何检测+24V电压
- 如何检测220v潜水泵好坏
- 如何检测hm808f继电器好坏
- 如何检测变压器
- 如何检测电缆的绝缘性能
- 如何检测电路板设备的好坏
- 如何检测电梯安全门锁粘连