




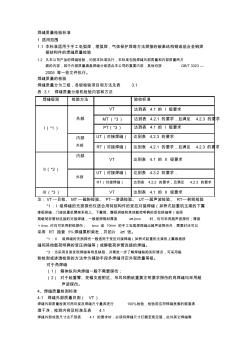
焊缝质量检验标准 1 适用范围 1.1 本标准适用于手工电弧焊,埋弧焊,气体保护焊等方法焊接的碳素结构钢或低合金钢焊 接结构件的焊缝质量检验 1.2 凡本公司产品的焊缝检验,均按本标准执行,本标准包括焊缝外部质量和内部质量两方 面的内容,其中内部质量涵盖焊缝分级适合本公司的重要内容,其他均按 GB/T 3323 — 2005 等一些文件执行。 焊缝质量的检验 焊缝质量分为三级,各级检验项目和方法见表 3.1 表 3.1 焊缝质量分级机检验内容和方法 焊缝级别 I( *1) 检验方法 外部 VT MT( *3) PT(*3) 验收标准 达到表 4.1 的 I 级要求 达到表 4.2.1 的要求,且满足 4.2.3 的要求 达到表 4.1 的 I 级要求 II( *2) III(*3) 内部 外部 内部 外部 UT(对接焊缝) 达到表 4.2.3 的要求 RT(对接焊缝) 达到表 4.2.
热门知识
如何保证焊缝质量-
话题: 工程造价zhang54321
-
话题: 工程造价liuzhu1983
-
话题: 工程造价bj362533298
精华知识
如何保证焊缝质量-
话题: 工程造价yc39236180
-
话题: 工程造价outgamewang
最新知识
如何保证焊缝质量-
话题: 工程造价leonleon88
-
话题: 工程造价tulixiaoluo
如何保证焊缝质量相关专题
- 卡箍如何计算
- 卡箍如何计算保温
- 卡套式管接头如何使用
- 开关插座如何合理布线
- 开盘价是如何确定的
- 开心木门的整体价格如何
- 开网吧成本估算利润如何
- 抗拔桩与抗压桩如何分布
- 抗浮锚杆如何组价
- 抗剪键如何计算
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 招标合同-工程建设招标投标合同(投标银行保证书)
- 在建筑行业建立农民工工资保证金制度若干问题的思考
- 影响水利工程质量监督职能发挥的主要因素及对策分析
- 执行设备工程监理规范提升地铁设备监理服务质量
- 政府投资项目如何做好智能化系统工程建设的过程控制
- 应用工程建设施工企业质量管理规范进行体系转换
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 影响工程项目管理中的质量因素与提高质量管理的对策
- 应用于建筑10kV进线的电能质量在线监测装置
- 异形柱框架及短肢墙抗震节点构造的施工质量保证措施
- 智能建筑电气安装中的质量控制
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 影响我国公路桥梁板式橡胶支座质量的因素及应对措施