





何谓热板焊接 由热板产生的热量软化接合表面的加压焊接方法。 因装置简便、焊接强度高,自古以来就被用于大型产品的焊接。 热板焊接的特征 ☆优点 焊接强度、效率高 (在各焊接法中最佳 ) 可进行气密接合,可靠性好 制品、焊接部的形状设计相对来说比较容易 ★缺点 由热板产生的热量使制品软化,周期较长。 粘贴在热板上的树脂会出现拉丝现象 (必须有相应的 塑料粘贴对策 ) 当不同种类的树脂或金属与树脂相接合时,会出现强度不足。 焊接工艺 装置是由 热板与加压机构 等所构成。 第一阶段 :让制品接触热板,以融化黏接部 第二阶段 :保持融化面的接触,以冷却凝固。 黏接部分的接合形状例 焊接部为平坦状 飞边露出深度形状 隐藏飞边形状 焊接条件 温度设定 基本上大于树脂熔点 低温时 o 焊接周期长 o 焊接强度低 高温时 o 注意材料老化 以 Duracon 为例,最佳温度为 260℃左右 热板的制品加
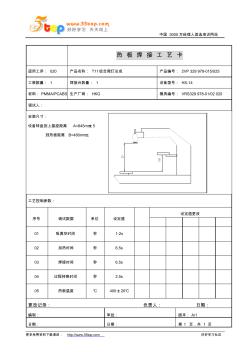
中国 3000万经理人首选培训网站 更多免费资料下载请进: http://www.55top.com 好好学习社区 热 板 焊 接 工 艺 卡 适用工序: 020 产品名称: T11组合尾灯总成 产品编号: 2VP 329 978-015/025 工装数量: 1 焊接台数量: 1 设备型号: HS-14 材料: PMMA/PCABS 生产厂商: HKG 模具编号: VRS329 978-01/02 020 调试人: 安装尺寸: 设备转盘到上基座距离 A=845mm±5 到热板距离 B=480mm± 工艺控制参数: 序号 调试数据 单位 设定值 设定值更改 01 吸真空时间 秒 1-2s 02 加热时间 秒 6.5s 03 焊接时间 秒 6.5s 04 过程转换时间 秒 2.5s 05 热板温度 ℃ 400±20℃ 更改记录: 负责人: 日期: 编制: 审批: 版本
热门知识
热板焊接机-
话题: 工程造价kfxztr1990
精华知识
热板焊接机-
话题: 装修工程lzzf620103
-
话题: 地产家居jc_daimengde
最新知识
热板焊接机-
话题: 工程造价kathleen121
热板焊接机相关专题
- 冷库隔热板价格多少左右
- 建筑用隔热板价格
- 韩国电热板价格是多少
- 韩式电热板1平方米多少钱
- 新型隔热板价格是多少
- 架空隔热板定额子目
- 隔热板电木价格一般是多少
- 水泥泡沫隔热板价格多少
- 碳晶电热板为什么费电
- 电热板价格一般多少
- HD-STP建筑外墙超薄真空绝热板保温系统产品使用说明
- STP超薄绝热板外墙外保温系统(面砖)施工技术交底
- 分析太阳能平板集热器吸热板芯传热性能一种简易方法
- LHA型龙门式H型钢自动焊接机安全技术操作规程
- 建筑用真空绝热板外墙内保温施工技术
- 自动喷水灭火系统闭式喷头上安装集热板的思考
- HDSTP真空绝热板在旧瓷砖墙面上的施工方案
- 新型建筑顶面隔热板研制
- 中国建筑焊接机器人获得8项国家专利授权
- 双枪焊接机器人在轨道车辆铝合金车体焊接中的应用
- 超薄绝热板外墙外保温施工质量控制
- 超薄绝热板外墙外保温系统施工技术交底
- 塑料门窗三点直线布置热熔焊接机设计与
- 挤塑泡沫保温隔热板在冻土区道路工程中的应用
- 慧鱼模型对焊接机器人无碰撞轨迹规划的研究
- 外墙HSD无机防火硬质保温隔热板应用
- 微热板阵列式集成气体传感器芯片电路设计