





通过介绍GB7000.213-2008《灯具-第2-13部分:特殊要求地面嵌入式灯具》与GB7000.202-2008《灯具-第2-2部分:特殊要求嵌入式灯具》这两个标准来解析它们之间所存在的差异。
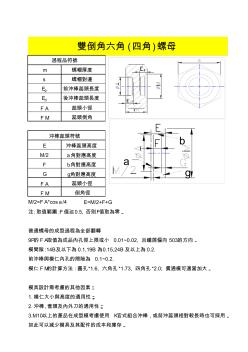
m s Ep Ed F A F M E M/2 F G F A F M 普通螺母的成型過程為全部翻轉 9P的 F A取值為成品內孔徑上限或小 0.01~0.02, 且鐵屑偏向 503的方向. 模間隙 :14B及以下為 0.1,19B 為0.15,24B及以上為 0.2. 前沖棒與模仁內孔的間隙為 0.1~0.2. 模仁 F M的計算方法 :圓孔*1.6, 六角孔 *1.73, 四角孔 *2.0; 貫通模可適當加大. 模具設計需考慮的其他因素: 1.模仁大小與高度的通用性; 2.沖棒 ,套頭及內外刀的通用性; 3.M10以上的產品在成型模考慮使用 K官式組合沖棒 ,或前沖蕊頭相對較長時也可採用. 如此可以減少模具及其配件的成本和庫存. 蕊頭小徑 雙倒角六角 (四角 )螺母 過程品符號 蕊頭倒角 蕊頭小徑 後沖棒蕊頭長度 前沖棒蕊頭長度 螺帽對邊 螺帽厚度 倒角徑 注:取值範圍 :F值≧0.5
热门知识
嵌入式家具螺母-
话题: 室内设计myloveatsky
精华知识
嵌入式家具螺母-
话题: 室内设计qincai8811
-
话题: 工程造价jc_成都市华中实业发展有限公司
最新知识
嵌入式家具螺母嵌入式家具螺母相关专题
- 嵌入荧光灯
- 嵌入式厨柜
- 嵌入式电磁灶
- 冰箱嵌入式装修
- 嵌入式衣柜装修注意事项
- 半嵌入式洗脸盆
- 西门子嵌入式烤箱
- 嵌入式led灯
- 康宝嵌入式消毒柜
- 嵌入式消毒柜怎么样
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 工程图样中六角螺母在AutoCAD中近似画法改进
- 基于S3C2440和嵌入式Linux矩阵键盘设计
- 基于嵌入式思路下高职建筑工程技术毕业设计改革
- 基于WindowsCE嵌入式供暖热计量管理系统
- 基于Linux嵌入式电气火灾监控系统设计
- 建筑陶瓷卫浴洁具暖通制冷家具用品
- 具有特殊外观效果松木家具基材构成与表面加工工艺
- 家具和室内装饰装修材料专项治理相关产品及标准汇总表
- GBT152.4-88紧固件六角头螺栓和六角螺母用沉孔
- 六角螺栓及螺母尺寸表
- 嵌入式Win CE中CAN总线控制器的驱动设计与实现
- 嵌入式以太网在变电站自动化系统智能化电气设备上的实现
- 嵌入式智能桥梁结构总体研究
- 三峡升船机齿条和螺母柱一期埋件PVC套管安装测量方法
- 嵌入式计算机UC-7408在变电站综合自动化中的应用