
- 首页 >
- > 桥架终端封头(静电喷塑含配件)
更新时间:2025.02.22




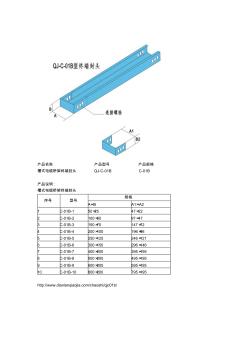
产品名称 产品型号 产品规格 槽式电缆桥架终端封头 QJ-C-01B C-01B 产品说明: 槽式电缆桥架终端封头 序号 型号 规格 A×B A1×A2 1 C-01B-1 50×25 47×22 2 C-01B-2 100×50 97×47 3 C-01B-3 150×75 147×72 4 C-01B-4 200×100 196×96 5 C-01B-5 250×125 246×121 6 C-01B-6 300×150 296×146 7 C-01B-7 400×200 395×195 8 C-01B-8 500×200 495×195 9 C-01B-9 600×200 595×195 10 C-01B-10 800×200 795×195 http://www.dianlanqiaojia.com/chaoshi/qjc01b/
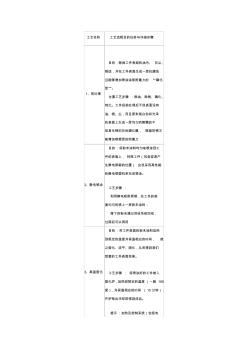
工艺名称 工艺流程目的任务与详细步骤 1、前处理 目的 :除掉工件表面的油污、 灰尘、 锈迹,并在工件表面生成一层抗腐蚀 且能够增加喷涂涂层附着力的 “磷化 层”。 主要工艺步骤 :除油、除锈、磷化、 钝化。工件经前处理后不但表面没有 油、锈、尘,而且原来银白色有光泽 的表面上生成一层均匀而粗糙的不 容易生锈的灰色磷化膜, 既能防锈又 能增加喷塑层的附着力 2、静电喷涂 目的 :将粉末涂料均匀地喷涂到工 件的表面上, 特殊工件(包含容易产 生静电屏蔽的位置) 应该采用高性能 的静电喷塑机来完成喷涂。 工艺步骤 : 利用静电吸附原理,在工件的表 面均匀的喷上一层粉末涂料; 落下的粉末通过回收系统回收, 过筛后可以再用 3、高温固化 目的 :将工件表面的粉末涂料加热 到规定的温度并保温相应的时间, 使 之熔化、流平、固化,从而得到我们 想要的工件表面效果。 工艺步骤 : 将喷涂好的工件推入 固
热门知识
桥架终端封头(静电喷塑含配件)-
话题: 工程造价qingze910910
精华知识
桥架终端封头(静电喷塑含配件)-
话题: 室内设计yangzhimin09
最新知识
桥架终端封头(静电喷塑含配件)-
话题: 工程造价BOPJINLONG
-
话题: 地产家居xuexue2188
-
话题: 工程造价wxzhangyijun
专题概述
桥架终端封头(静电喷塑含配件)知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关桥架终端封头(静电喷塑含配件)最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:桥架终端封头(静电喷塑含配件)
相关话题
资料下载
相关资讯
桥架终端封头(静电喷塑含配件)相关专题
- 开放式桥架套定额
- 做桥架多少钱一米
- 怎么计算桥架更准确
- 怎样计算出桥架的价格
- 怎样计算桥架内线缆的长度
- 怎样算电缆桥架的工程量
- 知道桥架的斜长怎样了计算
- 有电缆桥架报价表
- 有桥架价格表
- 河南08安装定额桥架支架
- 易燃易爆场所防雷装置及防静电接地装置检测技术规范
- 易燃易爆管道法兰间静电跨接及跨接铜芯线截面积设计标准
- 有铝塑复合膜、铝箔复合膜、铝塑袋、铝箔袋、防静电屏蔽
- 化工工厂静电接地设计论文的题目
- 接地式防静电装置检测规范扫描件
- 防静电瓷质地板地面工程技术规程
- PEG-ZnO-PP复合抗静电剂及其对聚丙烯纤维的改性
- 同轴纳米电缆的静电纺丝技术制备与表征
- 地面防静电地板施工工艺
- 大连长兴岛原油储罐防腐涂装设计及导静电涂料相关标准解析
- 徐州电厂静电除尘器高频电源改造与高效除尘节能效果分析
- 机房防静电地板有几种,机房为什么要采用防静电地板
- 防静电安全技术规范(QSY1431-2011)
- 防雷电静电装置安全检测部位及检测点的确定送审稿
- 防静电活动地板通用规范
- 不发火防静电水泥砂浆
- 水发泡抗静电半硬质聚氨酯泡沫塑料的制备和性能