




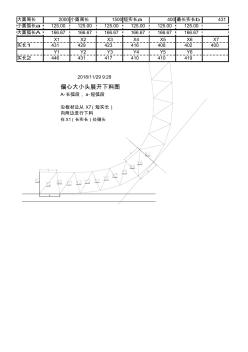
大圆周长 2000小圆周长 1500短实长a 400 最长实长b 431 小圆弧长a 125.00 125.00 125.00 125.00 125.00 125.00 大圆弧长A 166.67 166.67 166.67 166.67 166.67 166.67 X1 X2 X3 X4 X5 X6 X7 实长1 431 429 423 416 408 402 400 Y1 Y2 Y3 Y4 Y5 Y6 实长2 446 431 417 410 410 419 2018/11/29 9:28 偏心大小头展开下料图 A-长弧段, a-短弧段 沿板材边从 X7(短实长) 向两边进行下料 在X1(长实长)处碰头
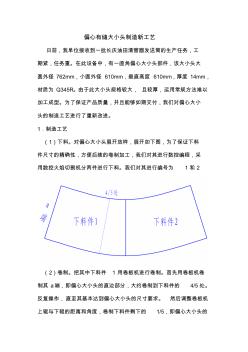
偏心有缝大小头制造新工艺 日前,我单位接收到一批长庆油田清管器发送筒的生产任务,工 期紧,任务重。在此设备中,有一直角偏心大小头部件,该大小头大 圆外径 762mm,小圆外径 610mm,垂直高度 610mm,厚度 14mm, 材质为 Q345R。由于此大小头规格较大, 且较厚,运用常规方法难以 加工成型。为了保证产品质量,并且能够如期交付,我们对偏心大小 头的制造工艺进行了重新改进。 1.制造工艺 (1)下料。对偏心大小头展开放样,展开如下图,为了保证下料 件尺寸的精确性,方便后续的卷制加工,我们对其进行数控编程,采 用数控火焰切割机分两件进行下料。我们对其进行编号为 1和 2 (2)卷制。把其中下料件 1 用卷板机进行卷制。首先用卷板机卷 制其 a端,即偏心大小头的直边部分,大约卷制到下料件的 4/5处。 反复操作,直至其基本达到偏心大小头的尺寸要求。 然后调整卷板机 上辊与下辊的距
热门知识
偏心大小头的作用-
话题: 综合管廊hfkongjian
-
话题: 地产家居lchongju715
精华知识
偏心大小头的作用最新知识
偏心大小头的作用-
话题: 工程造价dzangly123
-
话题: 工程造价zhongjianlj
偏心大小头的作用相关专题
- 矿山振动筛偏心轮价格
- 装偏心螺丝的放法和技巧
- 换偏心螺丝安全
- 机械偏心距和偏距的区别
- 机械偏心轮机构问题
- 问偏心距怎么计算
- 双偏心半球阀的特点有哪些
- 双偏心蝶阀的工作原理
- 双偏心和三偏心蝶阀哪种好
- 双偏心半球阀有什么特点
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析