




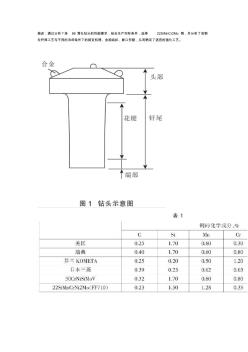
描述:通过分析?准 86 潜孔钻头的性能要求,结合生产实际条件,选择 22SiMnCr2Mo 钢,并分析了该钢 在钎焊工艺与不同的冷却条件下的相变机理、金相组织、断口形貌,从而确定了适宜的强化工艺。 摘 要:通过分析?准 86潜孔钻头的性能要求,结合生产实际条件,选择 22SiMnCr2Mo钢,并分析了该钢在钎焊工艺与不同的冷却条件下的相变机理、金 相组织、断口形貌,从而确定了适宜的强化工艺。 1 引言 准 86潜孔钻头如图 1所示。位于头部的硬质合金采用中频感应钎焊工艺固 定。而钻头体,尤其是钎尾端部,硬度要高。为了确保钻头的质量稳定和扩大市 场,选择合适的钻头体用钢并制订合理的强化工艺是至关重要的。 2 材质选择 钻头体材质必须依据钻头的性能要求、钎焊工艺特点来确定。 (1)钻头性能要求 钻头头部强度要高, 以满足凿岩过程中岩粉的磨蚀, 头部与钎尾过渡处要有 好的强韧性,以免在
孔加工刀具一般可分为两大类:一类是从实体材料上加工出孔的刀具,常用的有麻花钻、中心钻和深 孔钻等;另一类是对工件上已有孔进行再加工的刀具,常用的有扩孔钻、铰刀及镗刀等。例如,下图示标 准高速钢麻花钻的结构。工作部分(刀体)的前端为切削部分,承担主要的切削工作,后端为导向部分, 起引导钻头的作用,也是切削部分的后备部分。 孔加工刀具按其用途可分为两大类: 一类是钻头,它主要用于在实心材料上钻孔 (有时也用于扩孔 )。根据钻头构造及用途不同,又可分为麻花 钻、扁钻、中心钻及深孔钻等; 另一类是对已有孔进行再加工的刀具,如扩孔钻、铰刀及镗刀等。 (一)麻花钻 麻花钻是一种形状复杂的孔加工刀具,它的应用较为广泛。常用来钻精度较低和表面较粗糙的孔。用高速 钢钻头加工的孔精度可达 IT11~IT13,表面粗糙度可达 6.3~25;用硬质合金钻头加工时则分别可达 IT10~ IT11 和 3.2~12.
热门知识
普通钻头材质-
话题: 室内设计tanzhong44
精华知识
普通钻头材质-
话题: 装修工程jiaxianyali
-
话题: 建筑渲染qdsgdhr123
最新知识
普通钻头材质-
话题: 地产家居rongbaobao
-
话题: 地产家居fairylixinyi
普通钻头材质相关专题
- 抗震钢筋当做普通钢筋送检
- 空压机机油普通的价格是少
- 冷拉钢与普通钢的区别
- 丽江别院就是普通别墅吗
- 龙口的普通房价是多少
- 租普通钢模板多少钱一平方
- 最便宜普通衣柜多少钱
- 最普通的对讲机多少钱
- 最普通的射灯多少钱一个
- 最普通的木质衣柜多少钱
- 国内外汽车制动系统用球墨铸铁件在材质验收上的差异分析
- 各国不锈钢材质照表
- 多次返修对钢结构Q345B材质接头组织与性能影响
- D342X-10法兰软密封蝶阀材料和材质及用途介绍
- QR8.2.3-01-04A-002材质检验报告
- vrayforsketchup渲染教程材质篇
- 不同材质闸瓦的等效(二次换算)系数近似取值的修正
- 不锈钢无缝管质量证明书不锈钢钢管质量证明书材质单
- 不同通风管道及其材质在暖通空调工程中的应用分析
- GCr15SiMo材质卧车法兰盘顶尖锻造的方法
- L—B型制动梁材质钢
- 铜镍合金板法兰材质证明
- 大型桥头金属雕塑制作中不同材质金属表面的焊接处理
- 新钢材质保核查记录表
- 管法兰、阀门材质型代号表示
- 不锈钢材质兰花一角精制币与普制币的分析
- MQG球磨机中心格板和出料部栅板材质的改进与应用