




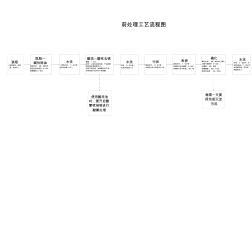
前处理工艺流程图 脱脂— 碱性除油 浸泡时间: 20~30分钟, 浸泡过程中搅拌 3~5次; 游离碱度 3~6点 水洗 (清洗时间: 1~2分钟; 水的 PH值< 13) 酸洗—酸性去锈 酸度:< 3点; 时间:以实际目视检测,产品表面 氧化物全部脱落为止; 适用于热轧板、表面氧化的产品; 有夹层的产品可以不用泡酸 装框 (做好固定,防脱 落、防变形) 水洗 时间: 2~3分钟; 水的 PH值5~9 中和 浸泡时间: 2~3分钟; 中和药水的 PH值12~14 表调 浸泡时间: 1~3分钟; 表调药水的总碱度 2~4点; 表调药水的 PH值: 10~12 磷化 磷化时间: 20~30分钟(磷化 过程中要搅拌 3~5次); 总酸度: 25~30点; 游离酸度: 0.6~1.3点; 促进剂浓度: 1.5~3.5点 水洗 时间: 1~2分钟;水 的PH值5~7;待工件 全部被洗到,并没有 残留物
晶面处理工艺流程 1.0 设备、工具物料准备 1.1 机械准备 1.1.1 镜面机、针座、红垫、马毛垫或钢丝棉、加重铁; 1.1.2 吸水机、软管、地砖吸水扒; 1.1.3 手提抛光机; 1.1.4 洗地机、针座、红垫; 1.1.5 抛光机、白垫; 1.2 工具准备 1.2.1 云石铲刀; 1.2.2 单面刀片; 1.2.3 毛巾; 1.2.4 鸡毛扫; 1.2.5 地拖; 1.2.6 地拖桶; 1.2.7 警示牌(隔离带); 1.2.8 胶刷或毛刷; 1.3 物料准备 1.3.1 地面清洗剂(起蜡水); 1.3.2 化泡剂; 1.3.3 备用水( 50度热水); 1.3.4 晶面粉或晶面液; 1.3.5 大力神坚固剂; 2.0 晶面处理前的工作准备 2.1 机械设备组装 2.1.1 镜面机→针座→红垫或(白垫、马毛垫)→钢丝棉; 2.1.2 吸水机→软管→地砖吸水扒; 2.1.3 手提抛
热门知识
喷涂前处理工艺流程-
话题: 地产家居pfbyy2013483
精华知识
喷涂前处理工艺流程-
话题: 地产家居sun_xiaoming
最新知识
喷涂前处理工艺流程-
话题: 建筑设计gaolingangel
-
话题: 地产家居luxiaoying
-
话题: 地产家居lzlxx881105
-
话题: 工程造价czq2786943
喷涂前处理工艺流程相关专题
- 管道内喷涂机生产商
- 老别墅涂料外墙翻新喷涂料
- 自动喷涂流水线
- 喷涂施工方案
- 喷涂污水处理
- 喷涂废水处理
- 喷涂废水处理设备
- 喷涂废水处理工艺
- 喷涂前处理工艺流程
- 喷涂废水
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 应对水源突发污染的城市供水应急处理技术与应用
- 有关建筑工程造价管理面临的问题与其处理手段
- 医院污水处理设施竣工验收申请报告
- 一体化载体循环生物处理设备处理生活污水的中试
- 张潘明污水处理厂初步设计说明书(水质工程学课程)
- 伊和乌素风电厂35kv配电室火灾应急处理演练方案
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 智能建筑工程监理过程中的几个问题及处理方法
- 引水隧洞TBM开挖施工质量控制及问题处理对策
- 招标师培训-招标采购投诉处理程序及其案例分析答案
- 在小桥涵软基处理中如何运用预应力混凝土管桩的分析
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 宜万铁路鲁竹坝2号隧道的主要工程问题及其处理措施
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 云计算技术在计算机数据处理中的应用分析与发展对策
- 振冲灌注桩处理软土地基在谏壁二线船闸工程中的应用