





研究了聚丙烯熔体挤出螺纹畸变产生的机理,采用原位成纤复合法制备无规共聚聚丙烯(PP-R)/聚对苯二甲酸乙二醇酯(PET)复合材料来改善PP-R的挤出性能。结果表明:口模入口区的环向次级流动是PP-R熔体产生螺纹畸变的主要原因;采用"挤出-热拉伸-淬冷"工艺制得的复合样品中PET以微纤状分散于PP-R基体中,有效地推迟了PP-R熔体挤出螺纹畸变的发生。
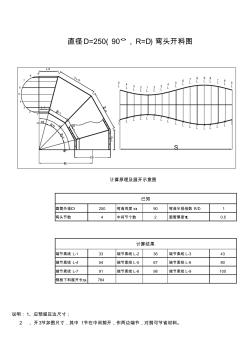
圆管外径D 250 弯曲角度α 90 弯曲半径倍数 R/D 1 弯头节数 4 中间节个数 2 圆管厚度t 0.5 端节素线 L-1 33 端节素线 L-2 36 端节素线 L-3 43 端节素线 L-4 54 端节素线 L-5 67 端节素线 L-6 80 端节素线 L-7 91 端节素线 L-8 98 端节素线 L-9 100 钢板下料展开长s 784 计算原理及展开示意图 已知 计算结果 说明:1、应预留压边尺寸; 2 、开3节如图尺寸,其中 1节在中间剪开,作两边端节,对剪可节省材料。 直径D=250(90°,R=D)弯头开料图 R S L- 1 L- 2 L- 3 L- 8 L- 7 L- 6 L- 5 L- 8 L- 9L -5 L- 6 L- 7 L- 4 L- 5 L- 4 L- 3 L- 2 L- 2 L- 3L- 4L- 5 L- 4 L -7 L- 6 L-
PP-R阴螺纹弯头相关专题
- 联塑PPR管为什么会敲破
- 联塑ppr管道怎么区别真假
- 联塑PPR管真假如何区别
- 中财ppr水管价格
- 中国ppr管十大名牌都有哪些
- 中国ppr管pvc管十大名牌
- 中国石材网app转让价格
- 阻燃pp塑料的价格是多少
- 最新ppr管十大品牌排行
- 做一个app需要花多少钱
- 冷热水用无规共聚聚丙烯(PPR)管材管件质量分析
- 建筑给水三型聚丙烯管道(PPR)施工工法讲解学习
- 建筑给水三型聚丙烯管道(PPR)施工工法教学内容
- PPR管件生产标准塑料行业PPR管十大品牌
- 无规共聚聚丙烯PPR给水管安装
- 国内PPR、PPB管材和铝塑复合管质量现状和分析
- PPR管十大名牌
- PPR管道施工方案
- 垫层内PPR管道(采暖支管、热水管及给水支管)安装
- 塑料管UPVC、PPR、PPFRP-分别施工工艺
- 投影追踪回归(PPR)法建立卷烟焦油预测数学模型
- 塑料管UPVC、PPR、PPFRP,分别施工工艺
- PPR管施工工艺
- 各种PVC、PE、PPR管材优缺点
- PE、PVC、PPR、镀锌管、不锈钢管型号与规格
- HDPE管道和PPR管道在建筑给排水系统中的应用
- 专项方案设计水利工程PPR管施工组织设计
- PP-R阴螺纹接头
- PP-R雨水斗
- PP-R鞍卡
- PP-R鞍型卡
- PP-R鞍型接头
- PP-R鞍型管卡
- PP-R顺水三通
- PP-R顺水四通
- PP-R饮用冷水管
- PP-R饮用水90°三通
- PP-R饮用水90°弯头
- PP-R饮用水直通
- PP-R饮用水管
- PP-R饮用水管1.25MPa
- PP-R饮用水管1.6MPa
- PP-R饮用水管2.5MPa
- PP-R饮用水管2.MPa
- PP-R饮用水管材
- PP-R饮用水闸阀
- PP-R饮用热水管
- PP-R饶曲管(抱弯)
- PP-R高脚丝堵
- PP-R高脚管卡(U型)
- PP-R高脚管码
- PP-S涂塑钢管
- PP-S消防/给水专用管
- PP-S电缆套管
- PP-S钢塑复合管
- PP-U排水螺旋降噪管材
- PP-冷水管