




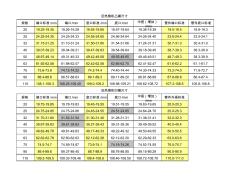
规格 端口标准 /mm 端口 /mm 底口标准 /mm 底口 /mm 中径(增加) /mm 管件端口标准 管件底口标准 20 19.25-19.35 19.26-19.29 19.55-19.65 19.57-19.64 19.36-19.39 19.0-19.5 18.8-19.3 25 24.25-24.35 24.25-24.33 24.55-24.65 24.56-24.64 24.26-24.40 23.8-24.4 23.5-24.1 32 31.15-31.25 31.10-31.24 31.50-31.60 31.54-31.66 31.24-31.31 30.7-31.3 30.4-31.0 40 39.07-39.23 39.04-39.21 39.47-39.63 39.54-39.64 39.18-39.45 38.7-39.3 38.3-38.9 50 48.97
PPR热熔机使用方法 一:安装前检查 1:拖线板、电线、插头、插座是否完好,热容器具是否松动或损坏,专用 减管是否完好。 2:管材、管件是否同一品牌。 二:正规厂家生产的热熔机器一般有红绿指示灯, 红灯代表加温, 绿灯代表 恒温,第一次达绿灯时不可使用, 必须第二次达绿灯时方可使用, 热熔时温度在 260℃ -280℃。低于或高于该温度,都会造成连接处不能完全熔合,留下渗水隐 患。 三:对每根管材的两端在施工前应检查是否损伤, 以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去 4-5cm,并不可用锤子 或重物敲击水管,以预防管道爆管,相对提高使用寿命 四:切割管材必须使端面垂直于管轴线,管材切割应使用专用管子剪。 五:加热时:无旋转地把管端导入加热模头套内,插入到所标识的深度,同 时,无旋转地把管件推到加热模头上,达到规定标志处。 六:达到加热时间后, 立即把管材
热门知识
ppr热熔头精华知识
ppr热熔头-
话题: 室内设计suo7023hong
-
话题: 地产家居qingtian227
-
话题: 地产家居xiushenzhe
最新知识
ppr热熔头-
话题: 工程造价chongqingwk
ppr热熔头相关专题
- 联塑PPR管为什么会敲破
- 联塑ppr管道怎么区别真假
- 联塑PPR管真假如何区别
- 中财ppr水管价格
- 中国ppr管十大名牌都有哪些
- 中国ppr管pvc管十大名牌
- 中国石材网app转让价格
- 阻燃pp塑料的价格是多少
- 最新ppr管十大品牌排行
- 做一个app需要花多少钱
- 关于加强预应力混凝土抗拔管桩连接接头质量控制通知
- 基于LS-DYNA潜孔钻头仿真分析与布齿优化设计
- 基于PLC钻削加工装置钻头自动循环控制电路设计
- 合金钻头全面钻进法在野马泉矿区碳质灰岩地层中应用
- 横排头渠首枢纽坝基高压摆喷防渗墙围井试验施工情况
- 工程量清单泊头东辛店35KV变电站新建工程安装
- 构建对内联接通道发挥北承长江三角洲桥头堡作用
- 惠州抽水蓄能电站上水库碾压混凝土主坝左、右坝头处理
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定
- 密云水库调蓄工程埝头泵站回转式清污机改造及效果评价
- 抗磨耐热球墨铸铁试验及热轧无缝钢管顶头研制
- 基于桩土相互作用内河架空直立式码头地震响应分析
- 某钢铁厂烧结机机头189m~2电除尘器增效改造实践
- 冷热水用无规共聚聚丙烯(PPR)管材管件质量分析
- 利用土工合成材料处理桥头跳车中加固段长度确定方法
- 建筑给水三型聚丙烯管道(PPR)施工工法讲解学习
- 中国监控摄像头行业发展现状分析及前景展望