





首先要注意熔接部位的清洁,不可以有杂物或水迹;另外,插入方向 要正,并且是慢慢插入。 熔接时间的长短一般是安装工根据经验控制,跟两个因素有关: 1、 管材及配件的规格,规格越大,熔接时间越长; 2、环境温度,冬季 时间长,夏季时间短。 以 20度温度为例(熔接器温度 260), 大概时间是如下:分别是 规格 /加热时间 /插入时间 /冷却时间 20/ 5s/ 4s/ 2s 25/ 7s/ 4s/ 2s 32/ 8s/ 6s/ 4s 40/ 12s/6s/ 4s 50/ 18s/6s/ 4s 63/ 24s/8s/ 6s 5/ 30s/8s/ 6s 90/ 40s/8s/ 6s 110/50s/10s/8s 塑料管道的熔接连接 熔接适用于 PE(聚乙烯)管、 PPR(聚丙烯)管的连接,按接口 形式和加热方式可分为: 1、电熔连接:电熔承插连接、电熔鞍形连接 2、热熔连接:热
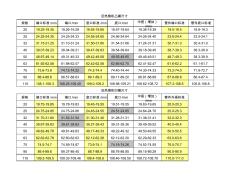
规格 端口标准 /mm 端口 /mm 底口标准 /mm 底口 /mm 中径(增加) /mm 管件端口标准 管件底口标准 20 19.25-19.35 19.26-19.29 19.55-19.65 19.57-19.64 19.36-19.39 19.0-19.5 18.8-19.3 25 24.25-24.35 24.25-24.33 24.55-24.65 24.56-24.64 24.26-24.40 23.8-24.4 23.5-24.1 32 31.15-31.25 31.10-31.24 31.50-31.60 31.54-31.66 31.24-31.31 30.7-31.3 30.4-31.0 40 39.07-39.23 39.04-39.21 39.47-39.63 39.54-39.64 39.18-39.45 38.7-39.3 38.3-38.9 50 48.97
热门知识
ppr热熔管接头-
话题: 工程造价njnu22020518
精华知识
ppr热熔管接头-
话题: 装修工程yanglei2011
最新知识
ppr热熔管接头-
话题: 室内设计yuehao0920
-
话题: 装修工程zhihui3310
ppr热熔管接头相关专题
- 联塑PPR管为什么会敲破
- 联塑ppr管道怎么区别真假
- 联塑PPR管真假如何区别
- 中财ppr水管价格
- 中国ppr管十大名牌都有哪些
- 中国ppr管pvc管十大名牌
- 中国石材网app转让价格
- 阻燃pp塑料的价格是多少
- 最新ppr管十大品牌排行
- 做一个app需要花多少钱
- 冷热水用无规共聚聚丙烯(PPR)管材管件质量分析
- 建筑给水三型聚丙烯管道(PPR)施工工法讲解学习
- 建筑给水三型聚丙烯管道(PPR)施工工法教学内容
- PPR管件生产标准塑料行业PPR管十大品牌
- 无规共聚聚丙烯PPR给水管安装
- 国内PPR、PPB管材和铝塑复合管质量现状和分析
- PPR管十大名牌
- PPR管道施工方案
- 垫层内PPR管道(采暖支管、热水管及给水支管)安装
- 塑料管UPVC、PPR、PPFRP-分别施工工艺
- 投影追踪回归(PPR)法建立卷烟焦油预测数学模型
- 塑料管UPVC、PPR、PPFRP,分别施工工艺
- PPR管施工工艺
- 各种PVC、PE、PPR管材优缺点
- PE、PVC、PPR、镀锌管、不锈钢管型号与规格
- HDPE管道和PPR管道在建筑给排水系统中的应用
- 专项方案设计水利工程PPR管施工组织设计