




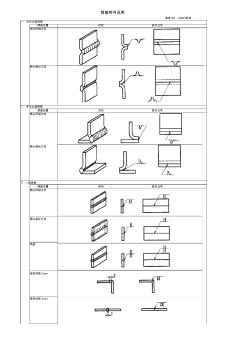
参考JIS-Z3021标准 一,双法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 三, I型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 两面 板材间距 2mm 板材间距 2mm 焊接符号说明 闪光焊接 摩擦压接 四,V型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度 16mm 坡口开口角度 60° 板材间距 2mm 完全熔透焊接 板厚12mm 坡口开口角度 45° 使用垫板 板材间距 4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度 5mm 坡口开口角度 60° 板材间距为0 五,X型焊接 焊接位置 形状 表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接 闪光焊接 摩擦压接 坡口深度 箭头方向 16
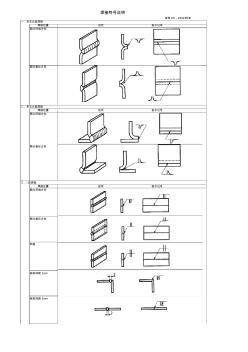
参考JIS-Z3021标准 一,双法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 三, I型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 两面 板材间距 2mm 板材间距 2mm 焊接符号说明 闪光焊接 摩擦压接 四,V型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度 16mm 坡口开口角度 60° 板材间距 2mm 完全熔透焊接 板厚12mm 坡口开口角度 45° 使用垫板 板材间距 4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度 5mm 坡口开口角度 60° 板材间距为0 五,X型焊接 焊接位置 形状 表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接 闪光焊接 摩擦压接 坡口深度 箭头方向 16
热门知识
坡口焊接符号精华知识
坡口焊接符号-
话题: 工程造价zhongdj2110
-
话题: 地产家居minwangxing
最新知识
坡口焊接符号-
话题: 工程造价xiaogang7065
坡口焊接符号相关专题
- 朗口净水机怎么换过滤
- 贮水池如何区分平底与坡底
- 自来水管接口处漏水怎么办
- 自来水进水口阀门如何打开
- 这种水管接口怎么拆
- 真空罐进水口要装底阀
- 饮水机从上面接口漏水
- 亚克力水口怎样才能平整
- 假山中有跌水口要扣除吗
- 外窗上口装pvc滴水槽
- 中国焊接学会堆焊及表面工程专委会
- 张家口市中心城区污水排水管网在线监测系统设计
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 中国对美国出口的商品结构、比较优势及其稳定性分析
- 植被混凝土在水利边坡工程中进展和应用现状
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 影响高速公路路堑高边坡稳定的因素及其防护治理措施
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 以太网POE交换机供电网口温湿度传感器使用说明书
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 异体弧形钢模板在丰满大坝进水口混凝土施工中的应用
- 中国工程建设焊接协会全国优秀焊接工程
- 宜兴市招投标中心政府采购招标文件(丝口铜闸阀等)
- 应用于某水电站工程坝坡地质缺陷处理的岩土锚固方法