




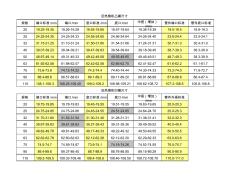
规格 端口标准 /mm 端口 /mm 底口标准 /mm 底口 /mm 中径(增加) /mm 管件端口标准 管件底口标准 20 19.25-19.35 19.26-19.29 19.55-19.65 19.57-19.64 19.36-19.39 19.0-19.5 18.8-19.3 25 24.25-24.35 24.25-24.33 24.55-24.65 24.56-24.64 24.26-24.40 23.8-24.4 23.5-24.1 32 31.15-31.25 31.10-31.24 31.50-31.60 31.54-31.66 31.24-31.31 30.7-31.3 30.4-31.0 40 39.07-39.23 39.04-39.21 39.47-39.63 39.54-39.64 39.18-39.45 38.7-39.3 38.3-38.9 50 48.97
热 熔 连 接 热熔连接技术适用于聚烯烃类热塑性塑料管道系统的连接。热熔连接是一个物理过程: 加热到一定时间后, 将材料原来紧密排列的分子链融化, 然后在稳定的压力作用下将两个部 件连接并固定, 在熔合区建立接缝压力。 由于接缝压力的作用, 熔化的分链随材料冷却, 温 度下降并重新连接, 使两个部件闭合成一个整体。 因此, 温度、加热时间和接缝压力是热熔 连接的三个重要因素。 兴荣 PP-R 管道推荐采用热熔承插方式连接。 对于管道外径小于 63mm 的管材,采用手持式熔接器进行连接;对于外径大于 63mm 的管材,则采用大功率熔接器进行连接。 热 熔 连 接 时 间 及 熔 接 深 度 PP-R 管材热熔承插连接的深度及加热、冷却时间规定如下: 热 熔 连 接 工 艺 参 数 管材外径 熔接深度 加热时间 连接时间 冷却时间 毫米 毫米 秒 秒 分 20 14.0 5 4 2 25 1
热门知识
PE热熔接热熔模头-
话题: 地产家居cy50439557
-
话题: 综合管廊godhaiyong
精华知识
PE热熔接热熔模头-
话题: 室内设计wangshaowen
-
话题: 工程造价qianqian163
最新知识
PE热熔接热熔模头-
话题: 水利水电myaovipsohu
-
话题: 工程造价huangdy2005
PE热熔接热熔模头相关专题
- 可胶粘pe泡沫材料的胶带
- 联塑pe给水管500多少钱一米
- 中财pe管110四通一个多少钱
- 中财PE管
- 铸铁管与PE管连接问题
- 自来水pe管价格大概多少
- 最新pe价格聚乙烯塑料
- 照明的PE线的算法
- 聚丙烯就是PE管材
- 聚乙烯管材PE和HDPE的区别
- 可替代现有隔热保温材料的新型材料
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 新型基于热力学法的水泵效率数学模型及应用
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 全热回收地源热泵空调机组的系统及工程方案设计
- 中关村太阳能集中集热、分户储热、分户辅热系统
- 云南4X600MW新建工程电气、热工电缆桥架合同
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 应用CAO型消烟节能燃煤装置改造锻造和退火加热炉
- 中国红外热像仪市场深度调研及投资策略分析报告目录
- 以空气为携热介质的开式太阳能蓄能热泵循环特性
- 印度EPC电站项目竞标中降低汽轮机热耗的策略
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 中电投石家庄供热有限公司良村热网工程监理实施细则
- 在耐热铬铝合金改性处理中钒渣的冶金物化条件及作用
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选
- 正交试验在低合金耐热螺栓钢热处理硬度控制中的应用