




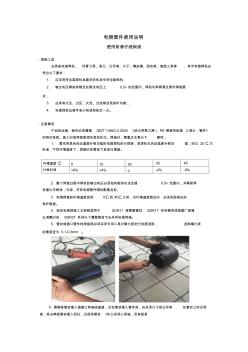
电熔管件使用说明 使用前请仔细阅读 、焊接工具 应具备电熔焊机、 切管刀具、刮刀、记号笔、尺子、橡皮锤、固定架、复圆工具等 , 其中电熔焊机应 符合以下要求: 1. 应采用符合国家标准要求的标准专用电熔焊机; 2. 输出电压需始终稳定在额定电压土 0.5v 的范围内,焊机功率需满足管件焊接要 求; 3. 应具有欠压、过压、欠流、过流等自我保护功能; 4. 电熔焊机应每年至少校准和检定一次。 、注意事项 产品的运输、储存必须遵循 GB/T 13663.2-2005 《给水用聚乙烯( PE 管道系统第 2部分:管件》 的相关条款。施工时按照国家相关规范执行。焊接时,需重点注意以下 事项: 1. 需采用具有自动温度补偿功能的电熔焊机进行焊接,若焊机无自动温度补偿功 能,则以 20 C为 标准,不同环境温度下,焊接时间需按下表进行增减。 环境温度 C 0 10 20 30 40 补偿时间 +8%
PE电熔管件技术标准商榷 PE电熔管件的技术标准,应该具备技术指标、试验方法和判定准则三个内容。 焊接热功量、焊接功率密度、加热速度等技术指标直接决定了电熔管件的制造质 量和焊接质量。 2005年 10月和 12月,国家先後颁发了给水用 PE电熔管件技术 标准 GB/T13663.2-2005 和燃气埋地用 PE电熔管件技术标准 GB15558.2-2005。 按理说,标准的颁发应当对行业起到规范作用, 结束混乱局面。然而 3年过去了, 状况依旧。原因何在?仔细看一下标准文本便知, 标准中连电熔管件的设计方法 和技术指标都定不出来, 何以规范一个行业?有鉴於此, 本文将对上述两个电熔 管件技术标准的核心内容与提出单位、 起草单位和组织管理单位以及颁发单位进 行商榷,以期促成标准的早日修订。 电熔管件技术标准质疑 众所周知,标准是针对具体的产品制定的, 它是产品 制造和检测的技术规范和判定准
热门知识
pe管电熔管件-
话题: 工程造价abcde198593
精华知识
pe管电熔管件最新知识
pe管电熔管件-
话题: 室内设计qq463760797
-
话题: 工程造价zh665hi21198
-
话题: 室内设计bonjour2009
pe管电熔管件相关专题
- 可胶粘pe泡沫材料的胶带
- 联塑pe给水管500多少钱一米
- 中财pe管110四通一个多少钱
- 中财PE管
- 铸铁管与PE管连接问题
- 自来水pe管价格大概多少
- 最新pe价格聚乙烯塑料
- 照明的PE线的算法
- 聚丙烯就是PE管材
- 聚乙烯管材PE和HDPE的区别
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 圆管涵工程数量表(20201022195115)
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- 云南省昆明市建设局建筑工程深基坑施工安全管理规定
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 中国施工企业管理协会科学技术奖技术创新成果申报书
- 支持群体设计的工程数据库管理系统的结构及实现
- 水利管理单位信访工作
- 圆CFRP-钢管混凝土偏压构件荷载-变形关系分析
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 有关建筑工程造价管理面临的问题与其处理手段
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 以BIM为基础的装配式建筑全生命周期管理问题
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- pe管电熔连接
- pe管电熔连接工艺
- pe管电熔连接工艺图
- pe管电熔连接方法
- pe管电熔连接示意图
- pe管电熔连接视频
- pe管的环刚度
- pe管直接头
- pe管直通
- PE管短接
- pe管示踪线
- PE管箍
- PE管管件
- PE管给水管
- pe管给水设计图cad
- pe管维修定额
- pe管耐酸吗
- pe管能做饮用水管吗
- pe管连接
- pe管连接技术
- pe管连接技术参数
- pe管连接方式
- pe管连接方式视频
- pe管连接管件
- PE管道
- PE管道100级SDR13.6(PN1.25MPa)
- PE管道100级SDR17(PN1.0MPa)
- PE管道100级SDR26(PN0.63MPa)
- PE管道63级SDR17.6(PN0.63MPa)
- PE管道SDR11(PN1.6MPa)