





钻孔切削用量的选 加工 材料 硬 度 切削速度 V/ (m/ min) 钻头直径 d/mm 钻头螺旋 角 /(° ) 钻尖角 /(° ) 布氏 HBS 洛氏 HRB <3 3~6 6~13 13~19 19~25 进给量 f/(mm/r) 铝及铝合金 45~105 ~62 105 0.08 0.15 0.25 0.40 0.48 32~42 90~118 铝 及 铝 合 金 高 加 工性 ~124 10~70 60 0.08 0.15 0.25 0.40 0.48 15~40 118 低 加 工性 ~124 10~70 20 0.08 0.15 0.25 0.40 0.48 0~25 118 镁及镁合金 50~90 ~52 45~120 0.08 0.15 0.25 0.40 0.48 25~35 118 锌合金 80~100 41~62 75 0.08 0.1
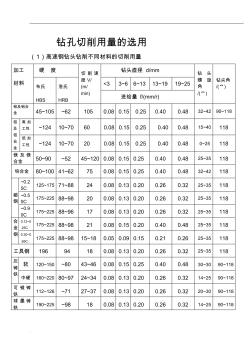
. . 钻孔切削用量的选用 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬 度 切 削 速 度 V/ (m/ min) 钻头直径 d/mm 钻 头 螺 旋 角 /(°) 钻尖角 /(°) 布氏 HBS 洛氏 HRB <3 3~6 6~13 13~19 19~25 进给量 f/(mm/r) 铝及铝合 金 45~105 ~62 105 0.08 0.15 0.25 0.40 0.48 32~42 90~118 铝 及 铝 合 金 高 加 工性 ~124 10~70 60 0.08 0.15 0.25 0.40 0.48 15~40 118 低 加 工性 ~124 10~70 20 0.08 0.15 0.25 0.40 0.48 0~25 118 镁 及 镁 合金 50~90 ~52 45~120 0.08 0.15 0.25 0.40 0.48 25~35
pdc钻头切削齿相关专题
- 工程进度管理PD-C-A
- PD砂浆套什么定额
- PD204E-9S4套定额
- 上海纳宇pd760
- 上海纳宇pd510
- 上海纳宇pd800
- 通讯模块abc-pd
- 平行挂板pd
- PD7标准系列地板
- PD8经典系列地板
- 制定机械加工劳动定额切削用量时间标准若干问题
- 关于在施工质量控制中应用PDCA循环管理模式思考
- 基于PDCA循环工程项目施工阶段质量管理体系探析
- 基于PDCA循环法本科毕业设计过程质量管理
- 基于LS-DYNA潜孔钻头仿真分析与布齿优化设计
- 基于PLC钻削加工装置钻头自动循环控制电路设计
- 合金钻头全面钻进法在野马泉矿区碳质灰岩地层中应用
- 机电设备评估基础金属切削机床
- 广州大学机械设计一级齿轮减速器设计书(2600)
- 机械设计基础课程设计一级圆柱齿轮减速器设计说明书
- 基于Matlab优化工具箱星齿行星传动优化设计
- 冷冻机立式水冷器污垢塑料螺旋齿管自动清洗技术
- 旋挖钻机钻头优化装置
- 齿轮泵配1.5kw-4防爆电机安装尺寸图
- 三峡升船机齿条和螺母柱一期埋件PVC套管安装测量方法
- 不锈钢加工用整体硬质合金钻头WSTAR钻头系列MMS型
- 材料JFE钢铁开发出铁类烧结材料切削加工用降磨耗材料
- pde5抑制剂
- pdf 浏览器
- pdf1000直流系统接地故障测试仪
- pdf3000直流系统接地故障测试仪
- pdf两页合成一页
- pdf分割器
- pdf分割器中文版
- pdf危险废物处理技术
- pdf合成器
- pdf打印机破解
- pdf整合器
- pdf文件加盖电子章
- pdf文件打开是乱码
- pdf箱式管道风机
- pdf自动喷水灭火系统设计规范
- pdf转cad格式转换器
- pdf转word 绿色版
- pdf转换cad
- pdf转换器
- pdf转换器激活码
- pdf转换宝vip激活码
- pdf转换宝vip码
- pdf骑马钉拼版
- pdf骑马钉拼版教程
- PDH光端机
- PDI太空灯盘
- pdp等离子显示器
- PDRJ45卡线工具
- PDRJ45压接工具
- pdsi景观设计