



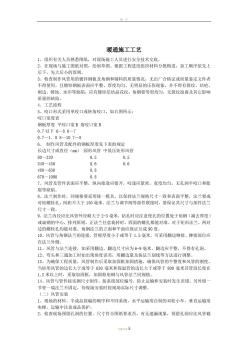

暖通施工工艺 1、组织有关人员熟悉图纸,对现场施工人员进行安全技术交底。 2、在现场与施工图纸对照,绘制草图。根据工程进度组织材料分批购进,加工顺序依先上 后下,先大后小的原则。 3、检查制作风管用的镀锌钢板及角钢和辅料的质量情况,无出厂合格证或质量鉴定文件者 不得使用。且镀锌钢板表面应平整、厚度均匀、无明显的压伤现象,并不得有裂纹、结疤、 刺边、锈蚀、水印等缺陷,应有镀锌层结晶花纹;角钢要等型均匀,无裂纹扭曲及其它影响 质量的缺陷。 4、工艺流程 5、咬口形式采用单咬口或转角咬口,如右图所示: 咬口宽度表 钢板厚度 平咬口宽 B 角咬口宽 B 以下 6—8 6—7 —1.0 8 —10 7 — 8 6、 制作风管及配件的钢板厚度见下表的规定 长边尺寸或直径( mm) 园形风管 中低压矩形风管 80~ 320 340~450
热门知识
暖通施工工艺标准-
话题: 室内设计huangjiayi
精华知识
暖通施工工艺标准-
话题: 地产家居hailanzhang
-
话题: 室内设计qinlong5218
最新知识
暖通施工工艺标准-
话题: 建筑施工xuzhiyuan5
暖通施工工艺标准相关专题
- 建筑图纸节通图纸怎么看的
- 橡胶薄通是什么
- 水暖在施工哪个时期安装
- 水暖优质工程的施工规范
- 电采暖如何施工
- 保温施工等径三通放样
- 南通最高建筑是多少米
- 南通开发区哪个楼盘好
- 铝方通吊顶有什么优势
- 建筑通
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 智能点型离子感烟探测器和普通感烟探测器有什么区别
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 中华人民共和国房屋建筑和市政工程标准施工招标文件